
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13
ЦЛ-11

Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.
ОЗЛ-6

Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.
НЖ-13
Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный).
ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С.
НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое.
ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок
Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок.
ЭА. У этой марки достаточно широкий модельный ряд
Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
Почему выбор электродов настолько важен
Нержавеющая сталь считается достаточно популярным материалом, используемым при создании какого-либо оборудования или запчастей. Такой материал обладает высокими антикоррозийными свойствами, а также теплопроводностью в два раза ниже, чем углеродистые сплавы. Именно поэтому, выбор электродов для нержавейки должен основываться на:
- Коэффициенте нелинейного расширения;
- Теплопроводности;
- Потере антикоррозийных свойств.
Разберем по пунктам, что влияет на саму нержавейку. Нелинейное сопротивление – несколько ниже, чем у других металлов. Поэтому, при работе с прочными и плотными деталями чаще всего оставляют небольшой зазор. В противном случае, металл деформируется.
Теплопроводность. При сваривании деталей используется сила тока примерно на двадцать процентов ниже, чем для легированных деталей. Это объясняется тем, что нержавейка обладает низкой теплопроводностью.
В процессе сварочных работ, обязательно теряются антикоррозийные свойства. При сварке образовывается карбид железа и хром, которые влияют на это свойство. Чтобы сохранить антикоррозийные особенности нержавейки, нужно использовать холодный метод сварки.
Следует учитывать, при непрофессиональном методе сварки или неверном выборе температурного режима, материал в любом случае деформируется. Специалисты называют подобные явления – межкристаллистной коррозией. Выбор электродов играет важнейшую роль, при создании каких-либо деталей, изделий и прочего.
Предложения разных изготовителей
Потребителям предлагается продукция как зарубежных брендов, так и российских. Приоритет и безупречная репутация компании ESAB – мирового лидера в этом сегменте рынка, бесспорны. Шведские изделия высококачественные и дорогие, но они стоят того.
Популярные марки ESAB
Всем известные сварочные электроды ОК 61.30, относятся к универсальной продукции общетехнического назначения, а марка ОК 63.30 – это материал с очень низким содержанием углерода.
Марка ОК 63.85 – оптимальный выбор для сварки высоколегированных коррозионностойких сталей. Электроды ОК 61.35 применяются для более сложных конструкций. Они идеальны для монтажа трубопроводов.
В строительстве и промышленных отраслях нередко приходится проводить сварку конструкций или небольших элементов из разнородных металлов. Речь о легированных и обычных углеродистых сталях. Высокопроизводительные стержни OK 67.62 подходят для таких случаев абсолютно.
Российские электроды: конкуренция возможна
Не следует думать, что для нержавейки электроды иностранного производства являются единственным вариантом. Российские производители продвинулись заметно вперед в этой области.
Отечественные ЦЛ–11 и АНВ–26 обладают свойствами, аналогичными маркам ОК 61.30 и ОК 63.30 соответственно.
Электроды ОЗЛ–6 российского производства разработаны специально для стального материала, работающего в условиях резких температурных перепадов. Соединения, выполненные такими изделиями, могут выдерживать сильнейшие природные явления (землетрясения по высшей шкале, цунами).
Хорошие данные демонстрируют электроды по нержавейке НЖ–13. Они предназначены для металла нержавеющего класса с повышенной коррозионной стойкостью и пищевой стали.

Представленные марки электродов, характеризуются минимальным разбрызгиванием и антикоррозийным свойством уже в первом слое шва. Сварщики предпочитают пользоваться стержнями диаметром от 3 мм. Такой размер позволяет опираться на них в процессе работы.
Немаловажное значение для качества сварных соединений имеют условия хранения расходных материалов. Электроды должны быть защищены от влажной среды, поэтому лучше всего их размещать в специальных пеналах
В них стержни и доставляются к месту работы.
Пример расшифровки
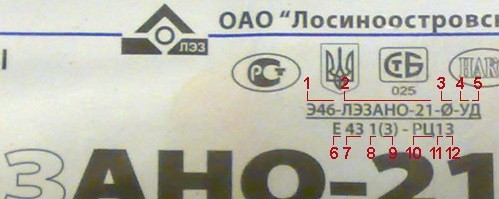
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности). 2: Марка (АНО-21 соответственно). 3: Диаметр (в нашем случае 2,5 миллиметра). 4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки электродов только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Особенности сварки высоколегированной стали
Главным требованием к этому расходному материалу для высоколегированной стали является образование прочного шва, максимально соответствующего всем характеристикам свариваемых сталей. При работе, электроды должны обеспечить ровный, аккуратный, стойкий к разрыву и воздействиям окружающей среды шов. Еще на последнем этапе производства, электроды для нержавейки подвергаются строгой проверке на соответствие их химического состава. Для увеличения эффективности работы, стержни электродов производят из хромоникелевого сплава, который отличается высокими противокоррозионными свойствами, при образовании уже первого слоя шва. Для соединения нержавеющих сталей необходим аппарат с хорошо направленным током или монтированным осциллятором.
Виды электродов
Итак, разберем попорядку, каким электродом можно заварить нержавейку. Самыми распространенными видами этих расходников, предназначенных для сваривания нержавеющей стали являются ОЗЛ-6, ЦЛ-11, НЖ – 13. Для более детального ознакомления со всеми тонкостями выбора необходимого материала, рекомендую посмотреть обучающее видео для новичков.
ЦЛ-11
Сварочные электроды ЦЛ-11 применяют при сварочных работах по хромоникелевым сталям, устойчивым к воздействию коррозии, следующих марок: 08Х18Н12Б, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т. То есть ЦЛ-11используют в том случае, когда к сварному шву предъявлены более строгие требования относительно устойчивости к воздействию межкристаллической коррозии. Соединение электродом ЦЛ-11допускается в любом положении шва, кроме вертикального с применением постоянного тока.
Электроды ЦЛ-11предназначены для ручной сварки при температуре до 450°С. Они обладают специальным покрытием, в котором присутствуют карбонаты и фтористые соединения. К преимуществам данных электродов можно отнести: стойкость шва к межкристаллической коррозии, пластичность и высокую ударную вязкость швов, исключение образования горячих трещин, низкий уровень разбрызгивания металла, аккуратный, ровный шов.
ОЗЛ-6
Сварочные электроды ОЗЛ-6 применяют при высоких температурах для работы на литейном оборудовании в окислительной среде. Сварка электродом ОЗЛ-6 допускается любом положении шва, кроме вертикального. Шов, образующийся в результате соединения материалами ОЗЛ-6, может выдержать температурную нагрузку до 1000°С.
Предназначаются для ручной дуговой сварки жаростойких нержавеющих сталей с применением постоянного тока. В их покрытии также содержатся карбонаты и фтористые соединения. К преимуществам ОЗЛ-6 можно отнести: повышенную жаростойкость металла шва, стойкость металла к межкристаллической коррозии, пластичность и высокую ударную вязкость шва, минимальное разбрызгивание металла, аккуратный шов.
НЖ – 13
Данный вид электродов рекомендуется для выполнения ручной дуговой сварки пищевой нержавейки с применением постоянно тока. Также их можно использовать в случае задействования современных нержавеющих сталей, с присутствием хромоникелемолибденовых или хромоникелевых сплавов.
Варим нержавейку с черным металлом
Сварка нержавейки и черного металла электродом или еще каким-нибудь способом – абсолютно неправильное сочетание с технической точки зрения, это совершенно разнородные материалы. Необходимость в такой работе нечасто, но возникает. Найти решение помогут специальные материалы расходников. Варить можно двумя способами:
- электродами с покрытием;
- вольфрамовыми электродами.
 Маркировка сварочных электродов для нержавейки.
Маркировка сварочных электродов для нержавейки.
Оптимальными вариантами являются следующие:
АНЖР-1 и АНЖР-2
С этими специальными электродами работу можно проводить во всех положениях в пространстве, исключая вертикальное.
ЦТ-28, позволяющие выполнять жаростойкие и жаропрочные швы.
ESAB – Внимание! Очень популярна среди мастеров! Группа шведских наконечников для работы с разнородными сплавами.. Главный принцип – выбор более легированного расходника, чем сам металл.
Главный принцип – выбор более легированного расходника, чем сам металл.
Метод с использованием вольфрама в данной технологии встречается намного реже: вольфрамовые электроды дорогие по стоимости.
- ОЗЛ-312 можно смело выбирать, если неизвестна марка стали.
- НИИ-48Г хороши для переходных слоев.
Варим нержавеющие трубы
Очень распространенный вид работ, также имеющий свои специфические особенности. Здесь применяются наконечники с основной или рутиловой обмазкой, об обмазках или покрытиях см. ниже. Ток следует использовать постоянный с обратной полярностью.
Постоянный ток особенно хорош при сварке тонкостенных труб: металл не разбрызгивается, процесс довольной простой, шов получается очень качественным.
- Вольфрамовые наконечники можно применять и при в работе со стальными трубами. В отличие от других, они требуют постоянного тока прямой полярности. Несмотря на их высокую цену, они дают серьезные рабочие преимущества:
- высокая устойчивость швов к окислению;
- устойчивость дуги;
- высокая коррозийная стойкость швов.
- ОК 63.20 – уже упомянутый расходник для жидких агрессивных сред.
 Поворотные стыки для сварки труб.
Поворотные стыки для сварки труб.
Вне зависимости от выбранных электродов сварка нержавеющих труб состоит из трех технологических этапов:
Обработка поверхностей металлической щеткой для очистки от загрязнений
Особое внимание уделить стыкам и участкам возле них.
Сам процесс сварки с зажиганием электрода и дуги.
Контроль качества соединения с предварительной отбивкой шлака.
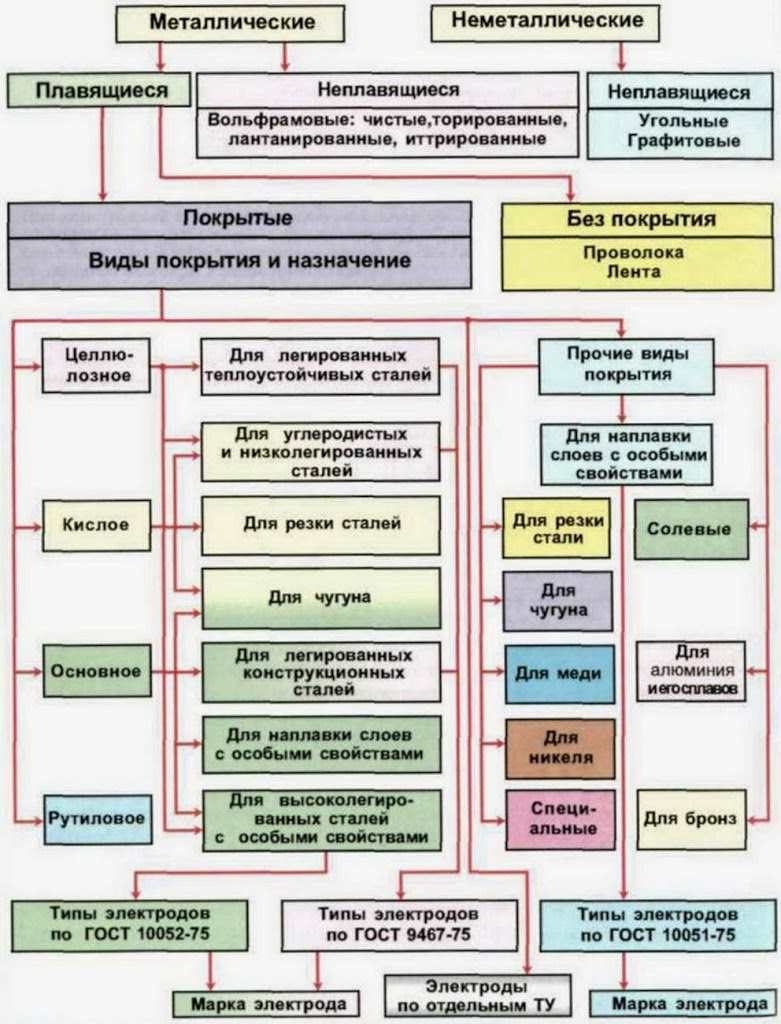
Классификация электродов по свариваемому материалу
На сегодняшний день существует множество типов, каждый из которых имеет определенную маркировку. Основные виды различают по типу свариваемого материала, и типу тока. В зависимости от типа тока выделяют условное обозначение электродов для постоянного тока и электродов для переменного тока.
В зависимости от типа свариваемого материала, можно выделить электроды для стали различного уровня легирования, чугуна и цветных металлов, таких как медь, алюминий и другие.
При сварочных работах очень важно нанести правильный шов. Так как он, быстро остывая, создает на поверхности чугуна твердые, плохо обрабатываемые зоны, которые очень часто трескаются и крошатся из-за неправильной техники выполнения и неправильного подбора изделия
Следует отметить, что чугун очень легко плавится и переходит в жидкое состояние
При выполнении сварочных работ важно соблюдать соответствующий температурный режим, позволяющий создать качественный шов без физических изменений чугуна
Также важно соблюдать точность сварки, чтобы не оставалось проваров, образованных при выделении газообразных веществ из сварочной ванны. При соблюдении вышеуказанных рекомендаций и правильном подборе электродов, вполне можно проводить качественный ремонт чугунных изделий
Классификация сварочных электродов
Наиболее распространенными и универсальными являются ванадийсодержащие электроды. Они маркируются таким образом – ЦЧ-4. Ванадий, который содержится в покрытии, обладает особыми свойствами, которые позволяют ему связывать углерод и препятствовать возникновению твердых, хрупких участков, так называемых цементитов.
Перед использованием ЦЧ-4 нужно тщательно подготовить рабочую поверхность. Чугун нужно очистить от загрязнений, пыли и окислений. Сварочные работы нужно проводить медленно, плавными движениям, так чтобы чугун не перенагревался. После остывания, шов нужно обработать, делать это лучше с помощью электроинструмента, потому что он получается достаточно прочным, и вручную обработать его не получится. Пожалуй, это можно назвать единственным недостатком этого типа.
Если же при выполнении сварочных работ важно получить легко обрабатываемый шов, который можно без особых усилий очистить, разровнять и добиться желаемого вида, лучше использовать электроды, содержащие никель. Наиболее распространенными можно считать медно-никелевые, с маркировкой МНЧ-2
Получаемый с помощью них шов довольно прочный, при этом легко поддается обработке. На рынке существуют изделия от множества производителей, но лучше всего отдать предпочтение немецким.
Следующий тип – железоникелевые электроды. Они применяются чаще всего для создания крупных швов при выполнении большого объема работ. При этом они сочетаются с МНЧ-2, с которыми можно выполнять совместную работу. Сначала наносят небольшое покрытие на кромки чугунных изделий с помощью медно-никелевых электродов, а затем проводят основную сварочную работу железно никелевыми.
Для упрощения работы был разработан особый тип, ОЗЧ-2, который отличается тем, что изделие выполнено на основе медного стержня. Их использование позволяет создать довольно качественный шов, но их применяют чаще в домашних условиях, так как для большого объема работ и получения высокой прочности соединений лучше использовать комбинацию двух типов электродов, указанных выше.
Никелевые электроды наиболее дорогостоящие, но они используются редко и обычно в промышленных условиях, там, где необходимо исправить дефекты ответственных изделий. Например, для ремонта двигателей или деталей, работающих при повышенных ударных нагрузках и износе, связанном с трением в процессе эксплуатации.
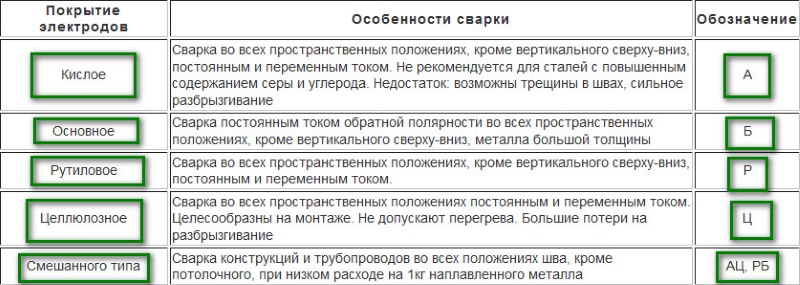
Особенности покрытий электродов
Маркировка электродов по нержавейке также зависит от типа используемых при их производстве материалов. Подбор необходимых электродов нужно выполнять строго исходя из типа свариваемой стали. При этом лучше проконсультироваться со специалистами, представляющими производителя изделий
Это важно, так как подбор марки напрямую влияет на качество сварочных работ и простоту их выполнения
Особенности работ
Чтобы сварить нержавеющую сталь, недостаточно базовых знаний по сварочному делу, ведь соединяемые элементы могут быть тоньше 2 мм. Необходимо иметь специальные навыки, ведь при такой работе существует много нюансов, которые могут сыграть решающую роль в результате работы.

Сварка нержавейки
Самый первый и очень важный вопрос: какими электродами варить нержавейку? При работе с нержавейкой необходимо использовать специализированные расходники, обладающие специальными свойствами, иначе вы рискуете не только не исправить ситуацию, но и окончательно ее усугубить.
Особенности сварочных работ с нержавейкой:
- Нержавейка обладает теплопроводностью более низкой, чем черный металл, в связи с этим необходимо применять ток меньшей мощности при той же толщине в сравнении с черным металлом. Ни в коем случае нельзя допускать перегревания металла, так как это критично сказывается на качестве шва.
- При работе с массивными изделиями обязательно наличие необходимого зазора (немного больше, чем при работе с черным металлом) в связи с риском образования шва ненадлежащего качества.
- Если непрофессионально варить нержавейку электродом, это может повлечь за собой возникновение межкристаллитной коррозии (нержавеющая сталь теряет свои антикоррозийные свойства), что приведет к плачевным последствиям.
Особенности сварки
Система обозначений AWS состоит в следующем:
Первая буква “Е” обозначает электрод для дуговой сварки.
Первые две цифры 4-значного числа или первые три цифры 5-значного числа указывают минимальную прочность на разрыв в фунтах на квадратный дюйм, деленную на 1000.
Предпоследняя цифра обозначает положение электрода в пространстве: “1” – все положения, “2” – только для горизонтального положения; “4” – для горизонтальной, вертикальной сверху вниз сварки и потолочных швов.
Последняя цифра указывает на тип покрытия электродов и полярность тока.
Мы приведем наиболее распространенные обозначения и требования к типам электродов по AWS.
1. Тип электродов для сварки углеродистых сталей
- Е6013-6015 (AWS 5.1) – для сварки конструкций из углеродистых и низколегированных сталей, с повышенными требованиями к пластичности и ударной вязкости при нормальных температурах. Аналог МР-3 ОК 46.00, ОЗС-12, УОНИ 13/45 предел прочности до 520 МПа, удлинение 28-30%.
- Е7014-7015 (AWS 5.1) – для сварки ответственных конструкций из углеродистых и низколегированных сталей, в том числе работающие при знакопеременных нагрузках и отрицательных температурах до -60°С. Сварка корневых швов трубопроводов. Аналог УОНИ 13/55, ОК 48.00, ЦУ-5, ТМУ-21 предел прочности до 550 МПа, удлинение 26-30%.
- Е7016 (AWS 5.1) – для сварки односторонних труб и конструкций общего назначения, низкое содержание водорода, высокая степень проплавления для работы при отрицательных температурах до – 50°С. Сварка корневых швов трубопроводов. Аналог ОК 53.70, предел прочности до 540 МПа, удлинение 26-28%.
- Е7018 (AWS 5.1) – высокотехнологические электроды, дающие качественный шов с высокой ударной вязкостью. Сварка тяжело нагруженных конструкций, судовых сталей. Аналог Э55, Э55А, предел прочности до 520 МПа, удлинение 28-30%.
- Е8016-8018 (AWS 5.5) – для сварки низколегированных и высокопрочных сталей, а так же для сталей работающих при низких температурах до -60oС. Применяется в основном для сварки сталей с пределом прочности до 680 МПа, удлинение до 27%, аналог Э60, Э60А.
- Е9016-9018 (AWS 5.5) – для сварки высокопрочных и теплоустойчивых сталей, с высоким сопротивлением ползучести типа Х2М, устойчивы к растрескиванию. Температура работы сварных соединений от -40 до 625°С. Аналог Э70, Э-09Х2М. Предел прочности до 680 МПа, удлинение до 24%.
2. Тип электродов для сварки нержавейки
- E 308 L (AWS A-5.4) – для сварки и наплавки сталей типа Э-02Х20Н10Г2 и Э-04Х20Н9. Соответствует отечественным электродам ОЗЛ-8, ОЗЛ-22, ОЗЛ-36 с требованием стойкости к МКК от минус 196 до 450°С;
- E 316 L (AWS A-5.4) – для сварки и наплавки стали типа 03Х17Н14М3. Соответствует отечественным сварочным электродам НИАТ–1, ЭА-400/10У, ОЗЛ-20, с требованием стойкости к МКК до 350°С. Сварка при отрицательных температурах до – 120°С. Предел прочности до 580 МПа, удлинение 35-40%.
- E 309 L (AWS A-5.4) – для сварки переходного слоя двухслойных сталей и разнородных соединений (углеродистых и низколегированных сталей с аустенитными) без требования стойкости к МКК. Аналог сварочных электродов ОЗЛ-6, ОЗЛ-19, ЦЛ-25,ЦЛ-9. Сварные соединения двухслойных сталей эксплуатируются при температурах от минус 70 до 600°С, а разнородных сталей – от минус 40 до 400°С.
- E 347 L (AWS A-5.4) – для сварки сталей типа 08Х18Н10Т, 12Х18Н10Т Соответствует отечественным электродам ЦЛ-11, ЦТ-15, ОЗЛ-7. Стабилизированные ниобием или титаном, требованием стойкости к МКК от минус 110 до 350°С в состоянии после сварки, а после стабилизирующего отжига до 650°С. Предел прочности до 680 МПа, длинение 35%.
Изделия для ручной сварки
| Название (маркировка) | Виды (типы) чугуна | Положение электрода | Технологические свойства |
|---|---|---|---|
| ЦЧ-4 | Высокопрочный, ковкий и серый | Нижнее | Используются для сварки чугуна со сталью, соединение возможно с предварительным нагревом и без. Соединение постоянным током обратной полярности, при высоком напряжении — ток переменный |
| МНЧ-2 | Вертикальное, полу потолочное, нижнее | Лучшие свойства сварного соединения и стойкость к появлению трещин. Сварка постоянным током обратной полярности | |
| ОЗЧ-2 | Ковкий и серый | Вертикальное, нижнее | Сварной шов с улучшенными требованиями по плотности. Постоянным током обратной полярности без подогрева |
| ОЗЧ-3 | Серый и ковкий | Вертикальное, нижнее | Низкая проплавляющая способность, применяются для получения шва с повышенными требованиями к чистоте изделия |
| ОЗЛ-27 | Всех видов чугуна | Горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх | Сварка и наплавка разнородных сталей и чугуна. Сварочный ток: переменный, постоянный обратной полярности |
| ОЗЖН-1 | Высокопрочный и серый | Вертикальное, нижнее | Цвет наплавленного металла близок к цвету чугуна. Электроды для холодной сварки чугуна постоянным током обратной полярности |
| ОК 92.18 | Высокопрочный, ковкий и серый | Во всех пространственных положениях | Стержень на никелевой основе для соединения чугуна с небольшим предварительным подогревом (150-300°С) или без. Ток: переменный, постоянный +. Широко применяется для ремонта блока двигателей и коробок передач |
| Ficast NiFe K | Серый, ковкий | Горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх | Железоникелевый электрод Ficast NiFe K предназначен для холодной сварки чугуна со сталями. Ток: переменный, постоянный — плюсовой и минусовой полюс. Наплавляемый металл стоек к образованию трещин и легко обрабатывается |
| ZELLER 855 | Для всех видов чугуна | Во всех пространственных положениях | Применяется для сварки чугуна со сталью без подогрева. Варит промасленные и загрязненные примесями и ржавчиной изделия. Наплавленный металл пластичен и стоек к растрескиванию |
Этот список не полный, на рынке можно найти дешевые расходники из Китая, качество которых хромает.
Цена на электроды по чугуну
Стоимость стрежней ЦЧ-4 ЛЭЗ (Лосиноостровский электродный завод) смотрите в таблице:
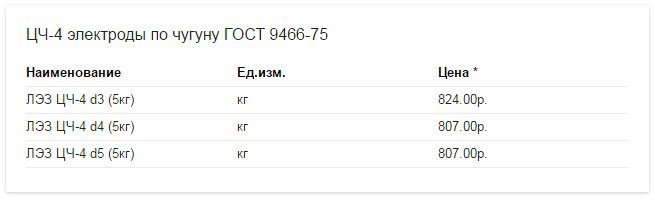
Ходовой диаметр 3 мм можно приобрести за 824 руб/кг.
- за электроды МНЧ-2 (3,0 мм) просят 660 рублей за 1 кг;
- ОЗЧ-2 (3,0 мм) — 788 руб/кг;
- ОЗЧ-3 (3,0 мм) — 875 руб/кг;
- ОЗЛ-27 диаметр 3 мм — 500 руб/кг;
- ОЗЖН-1 (4,0 мм) — 650 руб/кг;
- ОК 92.18 3,2мм VP (ESAB, Швеция) — 3 500 руб/кг;
- Ficast NiFe K (Kjellberg, Германия, 4,0 мм) цена 2 500 руб/кг;
- ZELLER 855 2,5×300мм (Германия) — 8 640 руб./кг.
Видео:
Цены могут отличаться от места проживания потребителя.
Как сделать сварочные электроды по чугуну своими руками
Если не хочется платить деньги за заводские расходники, то их можно сделать в домашних условиях.

Быстрый способ комбинированного стержня, что понадобится:
- электроды для стали (АНО-4, УОНИ 13/45 и др.);
медная проволока намотанная на катушку, советуют диаметром 2 мм, но можно взять тонкую из старой бытовой техники; - дрель.
Сам процесс: берем дрель, зажимаем в ней электрод, на кончик расходника плотно наматываем медную проволоку. Включаем дрель на медленные обороты и придерживая пальцем проволоку наматываем её вдоль электрода.
Да что я рассказываю, лучше посмотрите видеоролик, рассказывающий про изготовление расходника для сварки чугуна.
Опытные сварщики не наматывают медную проволоку на стержень, а применяют её в качестве присадочного прутка. Берут толстую (2 мм) одинарную проволоку.
Более сложный способ, что нужно:
- прутки медной проволоки диаметром 4-5 мм, длиной 400-500 мм;
- сколотая измельченная обмазка с электродов для стали;
- мелкие стальные опилки или железный порошок;
- жидкое стекло.
Процесс изготовления:
- Отрезки медной проволоки обработать наждачкой и обезжирить растворителем.
- Отбитую обмазку смешать в пропорции 1:1 с железным порошком или стальными опилками.
- К полученной массе добавить 30% раствора жидкого стекла и размешать.
- Медные прутки окунуть в жидкую массу и медленно извлечь (при необходимости операцию повторить), толщина покрытия должна получится 2 мм.
- Получившиеся электроды в вертикальном положении выдержать на воздухе для просушки.
- Перед сваркой расходники прокалить в духовке, температура 200-250°С.
P.S. Мы рассмотрели популярные марки электродов по чугуну, их стоимость и научились делать расходники из подручных средств. Вам осталось выбрать: купить заводскую продукцию или смастерить своими руками.
Выводы
Чтобы решить неслабую техническую задачу – качественно сварить металл, который по определению плохо варится, нужно выбрать правильную технологию, а если точнее – правильные электроды. У нас их огромный выбор – на любой вкус и цвет. Но мы точно знаем, что варим и зачем варим, поэтому будем выбирать с умом и грамотным расчетом.
Даже дома можно варить высококачественные стали – это всего лишь сварка нержавейки инвертором. Главное – помнить общие принципы, контролировать температурный режим и иметь твердую руку.
Желаем интересных задач, качественного металла и правильных людей рядом.
P.S. А в паспорт любого электрода все-таки заглядываем… И читаем. На всякий случай.
Заключение
Грамотный подбор расходных материалов позволит выполнить работы с высоким качеством, не опасаясь нарушений целостности шва.
Сварщик 6-го разряда Федоренко Александр Александрович Опыт работы 20 лет: Работаю с нержавеющей сталью около 15 лет. Из них 10 лет пользовался только продукцией отечественного производства, типа ЦЛ и ОЗЛ. Но когда нам привезли шведские электроды ЕСАБ, я понял, как много потерял. При выполнении некоторых работ наша продукция может составить конкуренцию, однако в подавляющем большинстве случае шведы выигрывают, по причине длинной линейки продукции на все случаи жизни
Список источников
- svarkaed.ru
- svarkaprosto.ru
- svarkalegko.com
- tutsvarka.ru
- prompriem.ru
- svarka.guru
- metall.trubygid.ru
- svarkagid.ru
- stankiexpert.ru
- zavarimne.ru
- plavitmetall.ru
- electrodsk.com















