Дополнительная информация по станку 689С
1. Гарантия
На всё оборудование фирма предоставляет гарантию 1 год.
2. Инструмент, пуско-наладочные работы
Все станки укомплектованы режущим инструментом. Возможно заключение Договора на проведение пуско-наладочных работ.
3. Обработка перерабатываемых лесоматериалов
Станок предназначен для обработки круглых лесоматериалов хвойных пород не ниже третьего сорта по ГОСТ 9463-72; ГОСТ-9462-71.
4. Сроки изготовления
Период изготовления оборудования – в течение 1,5 – 2 месяца.
5. Условия оплаты
50% предоплаты и оставшиеся 50% оплаты по факту готовности оборудования.
6. Отходы после станка 689С
Щепа (после оцилиндрования, не технологическая – с корой), стружка (после фрезерования).
7. Стружкоудоление
Рассматриваются две схемы в зависимости от производственной базы (в стоимость станка не входит):
– скребковый транспортер (предпочтительнее);
– пневмотранспорт.
8. Размеры обрабатываемого сырья
Станок 689С работает по принципу проходного типа, максимальная длина бревна не имеет значения, ограничения составляет лишь o комля бревна не превышающий 440 мм. Минимальная длина бревна составляет 4500 мм.
9. Характеристики пил
На станке должны применяться пилы, предназначенные для продольного пиления с пластинками из твердого сплава по ГОСТ 6769-79. Посадочный диаметр пил 50мм. Наружный диаметр пил при боковом пропиле бревен диаметром 210-280мм не менее 560мм, и не менее 500мм для бревен диаметром 180…200мм. Число зубьев пилы диаметром 560мм 28шт, толщина диска 3,6 мм, ширина пластинки 5,2мм. Передний угол 25-30. Успешная работа станка зависит от правильной подготовки и эксплуатации пил. Пилы должны быть прокованы, остро заточены. Наибольший допустимый радиус притупления зуба 50мкм. Признаком начала затупления пилы является появление на ее поверхности белого налета. При обработке круглых бревен допускается устанавливать не более двух пил. При распиле бруса h=150мм допускается применение до 5 пил. Шпоночный паз 14х4 мм. Компенсационных пазов – 6шт. Зубьев 28-30 шт.
О производительности и эффективности
На предприятиях лесного комплекса бывшего СССР в 30 и 50 годы были распространены лесопильные рамы (двухэтажные и одноэтажные) и шпалопильные круглопильные станки.
В 1950г. Вновь возникла идея применить в лесопилении многопильные круглопильные станки. Эта работа была поручена ЦНИИМОДу, который тогда находился в Москве (г. Химки).
Для проведения опытных распиловок в 1956г. был выбран Лузский лесопильный завод (Кировская область). Там более года успешно работали 4-х и 8-ми пильные круглопильные станки кустарного изготовления, а рядом находился лесопильный цех, оснащенный 2-х-этажными лесопильными рамами. Это создавало хорошие сопоставимые условия для проведения опытных распиловок с использованием одинаковых поставов, как на лесопильных рамах, так и на многопильных круглопильных станках. Были отобраны бревна диаметром 12-14-16-18-20 см в нужном количестве для лесопильных рам и круглопильных станков. Величина сбега и объем бревен (в сопоставляемых опытах) были одинаковыми. Размеры бревен до распиловки и выпиленных пиломатериалов тщательно измерялись и записывались в специальные журналы, а затем обрабатывались.
Результаты этих опытных распиловок даны в таблице 1. Из этой таблицы видно, что при распиловке бревен диаметром 12-20 см, одинаковых по размерам и качеству, объемный выход пилопродукции составляет: на лесопильных рамах 64,4% (в том числе пиломатериалов 57% и обапола 7,4%), а на круглопильных станках — 62% (в том числе пиломатериалов 55% и обпал 7%), общий выход пилопродукции на круглопильных станках на 2,4% ниже, чем на лесопильных рамах, а обапола — на 0,4%. Это объясняется вынужденным применением более толстых пил на многопильных круглопильных станках (особенно при распиловке бревен) и может создать ошибочное впечатление о их неэффективности.
Таблица 1.
Выход пиломатериалов при распиловке тонкомерного леса на лесопильных рамах и многопильных станках (по данным опытных распиловок, проведенных на Лузском лесопильном заводе).
Пробные опытные распиловки целесообразно провести, в современных условиях, с применением двухвальных станков и квалифицированной подготовкой пил, сырья и нормальным техническим состоянием станков. В таких опытах, в условиях имеющейся конкуренции, прежде всего должны быть заинтересованы изготовители 2-х-вальных станков.
Двухвальные многопильные круглопильные станки могут быть эффективно использованы в действующих лесопильных рамных цехах. За счет высокой скорости подачи, один такой станок может распиливать брусья от нескольких лесорам первого ряда. Эти станки не требуют массивных фундаментов. Следовательно, их применение не требует больших сумм единовременных финансовых вложений.
8Г663 Технические характеристики отрезного станка
| Наименование параметра | 8Г663 | 8Г662 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Диаметр пилы, устанавливаемой на станке по ГОСТ 4047-82, мм | 800 | 710, 800 |
| Диаметр устанавливаемой заготовки, мм | 80..285 | 80..240, 80..280 |
| Наибольший размер поперечного сечения квадрата по ГОСТ 2591-71, мм | 250 | 200, 250 |
| Наибольший размер поперечного сечения швеллера №33 по ГОСТ 8240-72, мм | 33 | 30, 33 |
| Наибольший размер поперечного сечения двутавра №33 по ГОСТ 8239-72, мм | 33 | 30, 33 |
| Наибольший размер поперечного сечения уголка по ГОСТ 8509-72, мм | №16 | №16 |
| Длина отрезаемой заготовки при Ø80..200, мм | 20..1500 | 20..1500 |
| Длина отрезаемой заготовки при Ø200..280, мм | 20..500 | |
| Наибольшая длина заготовки, мм | 6000 | |
| Угол отрезки, град | 90 | 90 |
| Диаметр шпинделя под круглую пилу, мм | 80h6 | |
| Диаметр отверстий под поводковые пальцы, мм | 20H7 | 20,5 |
| Смещение осей отверстий под поводковые пальцы от номинального расположения, мм, не более | 0,35 | |
| Расстояние от основания станка до опорной поверхности заготовки, мм | 800 | 800 |
| Наибольшее перемещение бабки пильного диска, мм | 320 | 360 |
| Регулирование подачи бабки пильного диска | бесступ | бесступ |
| Наибольшая скорость подачи бабки пильного диска, м/мин | 0,8..650 | 0,8..650 |
| Наибольшая скорость отвода бабки пильного диска, м/мин | 3,5 | 2,5 |
| Частота вращения шпинделя (50 Гц), об/мин | 2,99..16,85 | 2,99..16,85 |
| Количество скоростей шпинделя | 6 | 6 |
| Скорость подачи заготовки, м/мин | 5 | 5 |
| Наибольший крутящий момент, Н/м | 7000 | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке автомате | 5 | 5 |
| Электродвигатель привода главного движения, кВт | 7,5 | 7,5 |
| Электродвигатель привода гидронасоса гидростанции, кВт | 3,0 | 2,2 |
| Электродвигатель привода механизма стружкоудаления, кВт | 0,37 | 0,37 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Электродвигатель привода вентилятора охлаждения гидростанции, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей установленных на станке, кВт | 11,11 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2640 х 2400 1585 | |
| Масса станка, кг | 3760 |
Список литературы:
Веселовский С.И. Разрезка материалов, 1973
Дроздов Ф., Лебедевич В., Рубежин В. Справочное пособие по отрезным станкам, 1967
Связанные ссылки
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
8Г663 Станок отрезной круглопильный автомат – пила Геллера. Назначение и область применения
Отрезной круглопильный станок автомат (Пила Геллера) предназначен для разрезки дисковыми пилами черных металлов с временным сопротивлением до 1200 Н/мм², а также некоторых металлов, резание которых обеспечивается технической характеристикой автомата.
Разрезка производится под углом 90° к оси разрезаемой заготовки, наибольший диаметр разрезаемой заготовки – 80..285 мм, длина отрезаемых заготовок 20..1500 мм.
Станок может эксплуатироваться в заготовительных цехах машиностроительных и ремонтных предприятий.
Принцип работы и особенности конструкции станка
Станок – Автомат оснащен механизированным устройством для складирования и поштучной выдачи круглых заготовок и труб, а также автоматическим столом выгрузки.
В качестве режущего инструмента на отрезном круглопильном станке по металлу этой модели используется круглая цельная пила диаметром 800 мм.
Отрезной станок 8Г663 имеет компоновку, при которой бабка пильного диска перемещается по горизонтальным направляющим станины от гидравлического цилиндра.
Привод пильного диска осуществляется от индивидуального асинхронного двигателя через многоступенчатую коробку скоростей с таким направлением вращения, при котором сила резания направлена снизу в вверх.
Зажим и разжим разрезаемого материала, а также его передвижение на мерную длину на отрезном станке 8Г663 осуществляются с помощью гидравлических устройств. Для поддержания конца длинных заготовок станок снабжен подвижной тележкой.
Удаление отрезанных заготовок из зоны резания проводится столом выгрузки и специальным сбрасывающим устройством.
Механизированное устройство позволяет одновременно укладывать на него от 5 до 18 заготовок в зависимости от их диаметра в диапазоне технической характеристики. Наибольшая длина укладываемого материала 6 м., наименьшая — 2,5 м. Применение механизированного устройства (стеллажа-накопителя) и автоматического стола для выгрузки заготовок длиной до 1500 мм, позволяет полностью автоматизировать цикл разрезки заготовок, повышает производительность автомата за счет сокращения вспомогательного времени на обслуживание станка.
В автомате применена новая более надежная конструкция механизмов зажима и подачи материала.
Широкий диапазон скоростей шпинделя и бесступенчатое регулирование рабочей подачи пильного диска позволяет подбирать оптимальные режимы резания.
Адаптивный гидравлический привод рабочей подачи способствует получению наибольшей производительности разрезания материала и экономии режущего инструмента.
В гидроприводе автомата применена притычная и модульная аппаратура с международными присоединительными размерами, размещенная как и электрическая аппаратура в отдельных шкафах, что облегчает ее обслуживание и увеличивает срок службы.
Автомат оснащен шнековым транспортером для удаления стружки, счетчиком числа резов.
Блокировка и защитные устройства обеспечивают безопасность работы.
Автомат поставляется налаженным на разрезку круглого материала. Резка производится под углом 90о к оси разрезаемой заготовки.
Автомат 8Г663 выпускается в следующих модификациях:
- 8Г663 — с механизированным устройством для складирования и поштучной выдачи заготовок в станок и с автоматическим столом выгрузки
- 8Г663-100 – с автоматическим столом выгрузки (без механизированного устройства) для отрезки круглых и профильных материалов длиной 20 … 1500 мм
- 8Г663-200 – автомат предназначен для разрезки сегментным пильным диском круглых заготовок из легких цветных металлов и сплавов (алюминий, латунь и др.).
- 8Г663-400 – станок полуавтомат, который может эффективно использоваться в индивидуальном и мелкосерийном производстве;
- 8Г663-700 – автомат с автоматическим столом выгрузки (без стеллажа-накопителя);
Автомат должен эксплуатироваться в производственных помещениях с исскуственным климатом, что соответствует категории размещения по ГОСТ 15150-69 (СТ СЭВ 458-77; СТ СЭВ 460-77).
Для разрезки профильных материалов (квадрат, швеллер, двутавр, уголок), а также для патентной разрезки прутков малого диаметра (от 20 мм) необходимо производить переналадку. Комплекты переналаживаемых сборочных единиц поставляются по требованию заказчика за отдельную плату.
Класс точности автомата Н по ГОСТ—82Е.
Разработчик — Минское специальное конструкторское бюро протяжных станков.
Год принятия к серийному производству – 1985.
Устройства торговой марки “Макита”
Станки торговой марки “Макита” на сегодняшний день являются очень востребованными среди профессионалов. Однако выбор их не слишком велик, и это, безусловно, огорчает пользователей. Защитные кожухи у них устанавливаются цельного типа. Пильные полотна в стандартном комплекте предусмотрены различного диаметра. В среднем мощность станка “Макита” колеблется в районе 3 кВт. Из особенностей следует отметить большое количество винтов, которое позволяет довольно точно настраивать механизм перед использованием.

Дополнительно важно упомянуть о простоте обслуживания станков торговой марки “Макита”. Все панели при необходимости очень просто отсоединяются, и пыль на внутренние детали попадает довольно редко
Давным давно, в далёкой галактике…

Нынешние «кабинетные» пилы для хоббитов сформировались как вид в США, в 1930-х годах, когда «Delta» выпустила упрощённую пилу «Unisaw» — без каретки, с простейшей линейкой на стальной трубе, и двумя Т-образными пазами в столе, для установки хоть какого-то торцовочного приспособления. Конструкция получилась надёжная, простая, и позволяла тогдашним небогатым работягам и хоббитам обходиться вообще одним этим станком абсолютно для всех задач, связанных с постройкой и отделкой своего дома. В любом случае, станок такого типа хоббитами всегда покупался первым. Именно с тех пор пошли не имеющие нынче никакого обоснования стереотипы:
- циркулярка это центр Вселенной
- чистовая поверхность сразу из-под пилы
- все задачи надо решать решать приспособами, устанавливаемыми в Т-паз
Шло время, хоббиты богатели, но циркулярка по-прежнему стояла в центре мастерской на самом козырном месте, по простой причине — ей требовалось очень много места со всех четырёх сторон для полноценной работы как с листовыми материалами так и для торцовки заготовок. Производители приблуд быстро оценили перспективы (это же США), и наводнили рынок немыслимым количеством устройств для использования с Т-пазом, закрывающих все спешно придуманные и высосанные из пальца потребности. Учитывая продолжавшееся богатение хоббитов, внешний вид и цена этих устройств становились всё круче и круче, а эффективность всё ниже и ниже. Кроме того, почти все операции с приспособами на «кабинетную» циркулярку крайне опасны т. к. требуют снятия защиты. Впрочем, и без всяких левых приспособ циркулярка — самый опасный станок в мастерской, не прощающий даже малейших ошибок и нарушений техники безопасности.
В промышленности мощные «кабинетки» как правило используют не как универсальный аппарат для всего — а по назначению, для продольного раскроя материала.
Здесь надо сделать важное уточнение. Основная задача хоббита, с точки зрения американского маркетолога — купить как можно больше всяких красивых штучек, и потом весело проводить с ними время, с минимальным полезным выхлопом
Поэтому истинному хоббиту никто и никогда не предложит решать задачу удобным и эффективным способом. Даже само слово «эффективность» в печатных изданиях для хоббитов под запретом. С помощью прессы, а теперь и «обучающего» видео внушается что «с помощью нашей штуковины сделает ЭТО на циркулярке даже такой дурак как ты!». Вокруг хоббитов, как всегда в США, вырос огромный рынок товаров, прессы, обучающих курсов, выставок и прочего. Вся деятельность этой камарильи направлена исключительно на высасывание денег. Все слова о «традициях» или «столярном мастерстве» направлены только и исключительно на впаривание.
Идеальный, с точки зрения американского продавца, вариант «всего за 4000$»:

Плюс десяток приспособ на сумму в 1000$.
Станок “Корвет-12”
Указанный распиловочный станок “Корвет” способен похвастаться предельной мощностью на уровне 4 кВт. Весит он в собранном виде ровно 45 кг. Расклинивающий нож в данном случае в стандартный комплект входит. Также производитель включает туда ключи, которые необходимы для обслуживания устройства. Ограничитель в механизме используется только опорный. Таким образом, положение заготовки у пользователя есть возможность менять. Толкатель в данном случае предусмотрен толщиною ровно в 2 мм. При этом скоб в механизме три. За счет качественных фиксаторов планки держатся довольно надежно.
Классификация станков для обработки ДСП
Эксперты обычно выделяют несколько типов станков для распила:
- Бытовые. Выпускаются в настольном исполнении, предназначены для использования в домашней мастерской или в небольших бизнесах. Отличаются малыми размерами и массой (до 20 килограммов). Легко монтируются и демонтируются при необходимости. Направление обработки — продольное, максимальная глубина пропила — до 8 см.
- Круглопильные аппараты с удлиняемым рабочим столом. Позволяет проводить распил в любом направлении. Глубина распила — до 9 см. Также ориентированы на применение дома и в небольших мастерских.
- Стационарные установки. Являются постоянным рабочим местом, после установки не перемещаются. Обладают мощной станиной и широким и длинным столом и многими дополнительными устройствами и функциями. Если агрегат оборудован подвижной кареткой, то он называется форматным или форматно — распиловочным. Лист ДСП закрепляется неподвижно, а циркулярная пила движется на каретке вдоль линии распила.
- Вертикальный раскроечный станок. По конструкции он напоминает форматно — распилочный станок для ДСП. Отличается тем, что лист закрепляется вертикально и каретка перемещается в вертикальной плоскости (с небольшим наклоном от оператора).
Пилы на стационарных устройствах более мощные, а глубина пропила достигает 14 см.
Станок “Бош РТ10”
Эти распиловочные станки отзывы от пользователей в основном заслуживают хорошие. Данная модификация отлично справляется с брусками толщиной до 6 см. При этом в стандартный комплект устройства входит толкатель шириной ровно 2 см. Маховики в данном случае располагаются по обе стороны стола и позволяют очень точно регулировать положение заготовки. Изменять угол наклона бруска также можно. Для продольной распилки указанный станок распиловочный не слишком подходит. Во многом это связано с отсутствием удлинителя в столе.
Для обслуживания агрегата в стандартный набор входит расклинивающий нож. Дополнительно там есть ключи, с помощью которых можно отсоединять защитную коробку устройства. Опоры в данном случае предусмотрены горизонтальные. Фиксаторы производителем вмонтированы стальные, крепятся они к винтам довольно надежно. Всего кронштейнов в конструкции имеется четыре. Скобы в данном случае отсутствуют. В верхней части рамы параллельно установлены две специальные планки.
В свою очередь, в нижней части механизма имеется четыре планки, которые по своей форме образуют квадрат. Все крепежные элементы системы способны выдерживать большую нагрузку. Стойки в данном случае станок распиловочный имеет с резиновыми прокладками. Защитный кожух у “Бош РТ10” довольно качественный. В среднем он уровень шума способен понижать до 20 дБ.
ЦПА-40 Станок торцовочный круглопильный с прямолинейным движением суппорта. Назначение, область применения
Станок круглопильный торцовочный с прямолинейным движением суппорта модели ЦПА-40 предназначен для поперечной распиловки досок, брусьев и щитов, а также может быть использован для вырезки пазов.
Станок является оборудованием общего назначения для деревообрабатывающих производств.
На станке установлены два электродвигателя:
- Электродвигатель привода пильного диска 3,2 кВт
- Электродвигатель привода насоса гидростанции 2,2 кВт
Суппорт опирается на подшипники качения и, в начале работы, может вручную подниматься и опускаться посредством маховичка и зубчатой передачи. После подъема или опускания суппорт фиксируется на определенной высоте.
В течении работы посредством гидропривода суппорт совершает возвратно-поступательные движения. В головной части суппорта крепится электродвигатель с режущим диском на валу.
Обзор модели “Макита 27-04”
Указанный строгально-распиловочный станок “Макита” многими ценится за довольно плотное пильное полотно. При этом оборотов оно способно в минуту развивать около 3 тыс. Из особенностей также следует отметить наличие специального удлинителя на столе. С его помощью можно работать с длинными заготовками. Высоту пропила распиловочно-строгальный станок “Макита 27-04” регулировать позволяет при помощи небольшого винта. Упор в данном случае устанавливается горизонтально. Косые планки у устройства позволяют без каких-либо проблем менять положение заготовки. В стандартный комплект станка “Макита 27-04” входят ключи, а также стойки.

Инструменты и оборудование для распиловочных станков

Когда на предприятиях деревообработки используются циркулярные станки, то применять следует только дисковые пилы, которые имеют твердосплавные напайки. Не следует экономить на инструменте, поскольку это приведет к потере производительности цеха.
Используя циркулярные станки, важной задачей является поддержание дисковых пил в надлежащем состоянии. Обеспечить это можно, если иметь на производстве специальный станок для заточки дисковых пил простой конструкции и удобный в использовании
Желательно применять полуавтоматическое оборудование. Заточные станки универсального назначения эффективны лишь в том случае, если имеются большие объемы производства. Это связано с тем, что при их использовании обязательным условием является высокая квалификация персонала, обслуживающего это оборудование.
Особенности конструкции
Для того чтобы сделать раскроечный станок своими руками следует разобраться с его конструктивными особенностями. Следует отметить, что стандартная конструкция представлена следующими узлами:
- Станина – элемент, служащий основанием для всей конструкции. Также станина предназначена для гашения части вибрации.
- Рабочего подвижного и неподвижного стола.
- Пильного узла, который состоит из 2-х пильных дисков, регулируемых фиксаторв.
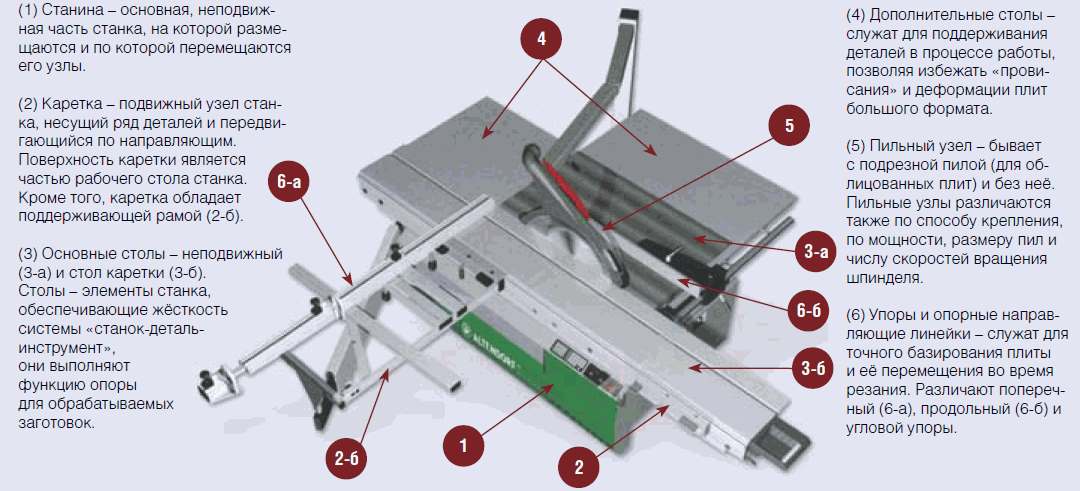
Основные узлы оборудования
Подвижный стол имеет достаточно сложную конструкцию, которая состоит из тележки, опорной рамы, линейки, сепаратора, каретки. Практически все узлы изготавливаются из металла.
Пильный узел
Важным элементом конструкции можно назвать пильный узел. Самодельный вариант исполнения зачастую представлен сварной конструкцией, так как подобный метод соединения элементов позволяет эффективно бороться с вибрацией, возникающий при пилении. Главной проблемой рассматриваемого технологического процесса является образование на облицовке сколов, которые снижают качество получаемого материала. Именно поэтому пильный узел имеет два пильных диска, что и позволяет исключить вероятность появления проблемы.
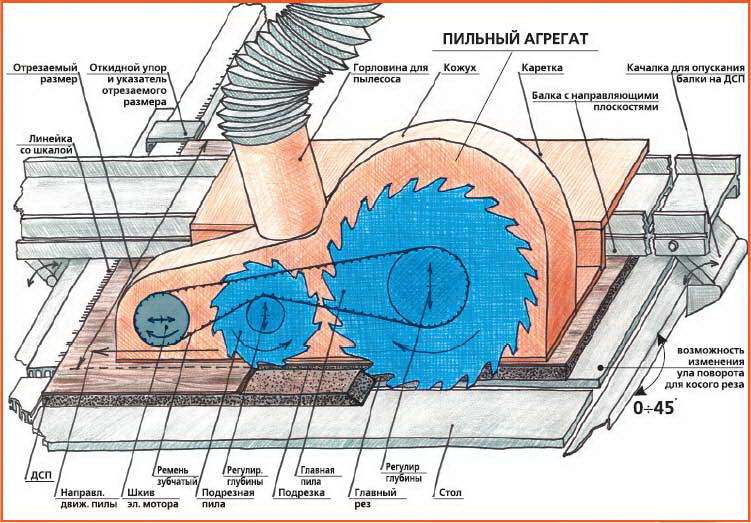
Устройство пильного узла
К особенностям пильного агрегата можно отнести:
- Узел цельный, зачастую его отливают из чугуна.
- Некоторые модели могут иметь один электродвигатель, но зачастую устанавливают два – для каждой пилы.
- Ременная передача используется для того чтобы привести в движение подрезной диск. Отметим, что наличие ременной передачи – обязательное условие обеспечения длительной работы электродвигателя, так как подобный способ передачи усилия позволяет сгладить нагрузку, оказываемую на выходной вал электродвигателя.
- Диаметр пильных дисков может достигать 120 миллиметров. Изготавливают их из инструментальной стали, так как она более устойчива к истиранию.
- Электродвигатель через ременную передачу с различными шкивами должен обеспечивать до 8000 об/мин. Отметим, что чем выше показатель, тем более качественную поверхность можно получить. Однако повышение частоты приводит к уменьшению величины подачи и возникновению конструкционных проблем из-за оказания большой нагрузки на узел.
Важно отметить тот момент, что сделанный своими руками вертикальный форматно станок может иметь поворотный пильный узел. Сделать его достаточно сложно, необходим для проведения распила под углом
Основная пила
Разрабатывая форматно раскроечный станок дома своими руками чертежи следует учитывать, что вращение основной пилы должно быть с частотой 4-6 тысяч оборотов в минуту. При снижении показателя есть вероятность повреждения кромки. Если при создании конструкции использовать современный электродвигатель, то есть возможность регулировать чистоту вращения согласно особенностям обрабатываемого материала. Мощность электродвигателя должна варьировать в пределе от 3 до 5 кВт. С увеличением показателя мощности существенно повышается производительность, но также и расходы из-за потребления большего количества электричества. Провести регулировку можно также путем подбора шкивов ременной передачи, однако подобная перенастройка форматно-раскроечного станка требует определенного времени и расчетов.
В большей части моделей высота пропила и положение пилы регулируется путем передвижения всего пильного агрегата. При этом обеспечить подобную регулировку можно двумя основными методами:
- по вертикальным направляющим;
- за счет качения вокруг горизонтальной оси.
Также важным параметром можно назвать то, на какую высоты подымается пила относительно стола, так как этот показатель определяет максимальную толщину пропила.
Для перемещения заготовки во многих случаях используется роликовая тележка. Тележка движется по стальным направляющим, для чего в конструкцию включены сепаратор с шариками или роликами. Компенсаторы и регуляторы могут выглядеть различным образом, все зависит от достигаемой точности и качества при обработке.
Заключение

обеспечивает эффективность и производительность деятельности любой организации
Раньше многие владельцы таких цехов при организации производства приобретали пилорамы. Сейчас же они отошли от этого, сделав выбор в пользу циркулярных станков средней и высокой мощности. Это оборудование доступно на рынке большим количеством моделей, поэтому без проблем можно подобрать подходящий по характеристикам и стоимости вариант. В процессе эксплуатации самый важный момент — обеспечить регулярность обслуживания оборудования. В этом случае можно рассчитывать на его эффективность, надежность и продолжительный срок службы.
Список источников
- alex946.ru
- stankiexpert.ru
- www.syl.ru
- stanok.guru
- www.Sherwood-Les.com
- stanki-katalog.ru
- www.ecodrev.ru















