«Мир Стекла»
Летом этого года состоится ожидаемое событие – выставка «Мир Стекла». Организаторы пригласили на данное мероприятие представителей передовых зарубежных и отечественных компаний, занятых в сфере данного производства.
В программе выставки предусмотрено проведение пресс-конференций, деловых встреч, демонстрации новых технологий и оборудования. Организаторы создали самые благоприятные условия для заключения договоров о сотрудничестве.
Выставка пройдет в июне в Москве на площадках ЦВК «Экспоцентр».
Стекловаренные печиВакуумные системыКомпрессоры в стекольной промышленности
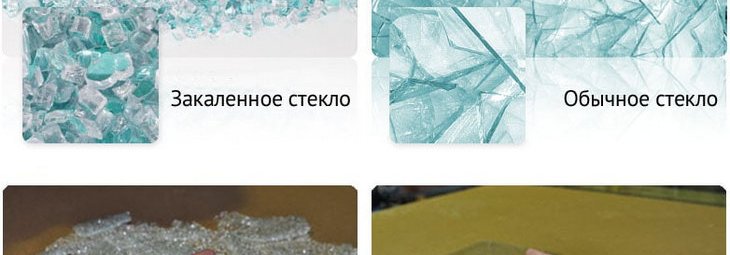
Преимущества закаленного стекла
Изделия, прошедшие закалку, называют безопасными, так как при разрушении они распадаются на небольшие осколки с затупленными гранями, что значительно снижает риск возникновения порезов и травм.
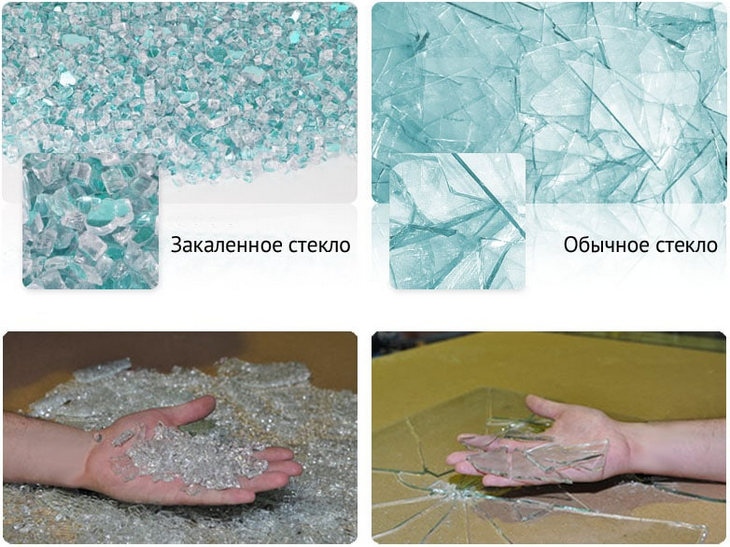
Такие свойства стекло приобретает благодаря термической обработке и способу охлаждения, в результате которых готовое изделие становится прочнее в 5-7 раз.
Другие плюсы закаленного стекла по сравнению с обычным листовым:
- увеличивается прочность на изгиб до 250 МПа;
- выдерживает температурные перепады до 300 С;
- прочность на удар возрастает в 5-10 раз;
- окрашенное в массе стекло сохраняет до 99% оптических показателей;
- благодаря широкому температурному диапазону (от -65 С до +300), закаленное стекло можно использовать для внутри, так и снаружи помещения.
Основные методы производства стекла
Изготовление стекла представляет собой сложный технологический процесс, основанный на знании химических формул и требующий больших инвестиций. Классический способ базируется на плавке исходного сырья с добавлением усилителей, красителей, глушителей и обесцвечивателей. Полученную массу охлаждают, чтобы не было мелких кристаллов. Она должна объединиться в монолит.
На сегодняшний день листовое стекло является основным продуктом промышленности.

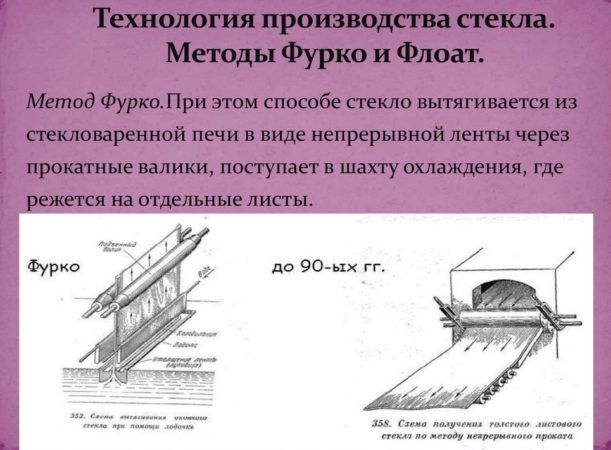
Метод Эмиля Фурко
Предполагает вертикальную машинную вытяжку материала. Стекло подвергается плавлению в стекловаренной печи, затем полученная жидкая стекломасса вытягивается с помощью прокатных валов, перемещается в шахту охлаждения и распределяется на куски. На заключительном этапе лист шлифуется и полируется. Толщина изделия зависит от скорости вытягивания. Этот способ получил название – «вытянутое стекло».
Флоат-метод
В переводе с английского языка означает «плавать, держаться на водной глади». Идея изготовления изделий из стекла таким способом господствовала еще в начале XX века. Однако развитие она получила в середине прошлого столетия, когда английская компания «Пилкингтон» решила применить промышленный процесс на практике.
Флоат-метод заключается в том, что вязкая стеклянная масса после печи принимает горизонтальное положение. На плоском оборудовании она подается во флоат-ванную с расплавленным оловом и газовоздушной атмосферой. Материал плывет по поверхности, обретает форму и вбирает в себя микроскопические частицы олова. После чего стекломасса охлаждается и подвергается отжигу.
Полотно обретает гладкую поверхность. Его не нужно обрабатывать, полировать или шлифовать. Листовое стекло имеет: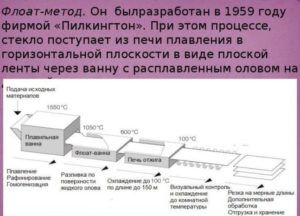
- определенную стабильную толщину;
- высокое качество;
- хорошую светопропускную способность;
- отсутствие оптических дефектов;
- высокий уровень производительности.
Оно широко применяется в быту и в строительстве. Предметы, сделанные по флоат-методу, используются для оконных, облицовочных конструкций, витрин, зеркал, мебели, техники. Ассортимент товаров настолько велик, что неопытный потребитель может прийти в замешательство. На основе листового полотна делают армированное стекло с фигурными ячейками.
Вспомогательная обработка
 Дополнительная обработка стекла предполагает нанесение лакокрасочного покрытия на ту сторону, которая не взаимодействовала с расплавленным оловом и не приобрела микроскопический оловянный слой. Определить качество поверхности стекла помогают специальное оборудование – оптический фильтр, ультрафиолетовая лампа. Способ определения оловянной стороны помогает окрашивать полотно полиуретановой эмалью, наносить определенные рисунки. Это открывает перспективы для нестандартных дизайнерских решений.
Дополнительная обработка стекла предполагает нанесение лакокрасочного покрытия на ту сторону, которая не взаимодействовала с расплавленным оловом и не приобрела микроскопический оловянный слой. Определить качество поверхности стекла помогают специальное оборудование – оптический фильтр, ультрафиолетовая лампа. Способ определения оловянной стороны помогает окрашивать полотно полиуретановой эмалью, наносить определенные рисунки. Это открывает перспективы для нестандартных дизайнерских решений.
Сегодня многие предприниматели предпочитают заниматься вторичным бизнесом, который основан на переработке материала и на производстве определенных изделий. Это могут быть зеркала, сувениры из стекла, стеклопакеты, селективное стекло, элементы мебельной промышленности. Современные технологии, основанные на применении новейшего оборудования, позволяют получать из стекла разнообразную декоративную продукцию с необычными эксплуатационными качествами.
Производство стекла – прибыльное дело, имеющее много достоинств:
- востребованность;
- высокий уровень окупаемости затратных материалов;
- возможность изготовления широкого ассортимента товаров.
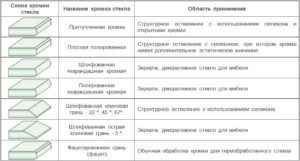
Технология обработки определенного вида стекла
В многочисленных сферах используются разные виды стекла, которые обладают индивидуальными характеристиками и при производстве требуют особых процессов обработки.
Солнцезащитное
 Солнцезащитное стекло
Солнцезащитное стекло
Этот вид способен поглощать или пропускать ультрафиолет. Стекло подходит для изготовления экранов, козырьков, стеклопакетов и очков. Производство стекла такого типа осуществляется двумя методами.
Технология Фурио основана на прокатывании стеклянной массы сквозь валы, после чего листы помещают в охладительную камеру.
Метод Флоат – более современный и эффективный, так как исключает появления дефектов. Расплавленная масса ленточной формы поступает в резервуар с оловом. Благодаря ему, стекло охлаждается и обретает ровную поверхность. Затем материал попадает в печь, на него наносится слой диоксида металла нужного оттенка. Стекло повторно охлаждается и проверяется на наличие изъянов.
Автомобильное
 Схема автомобильного стекла
Схема автомобильного стекла
Этот вид стекла также изготавливается двумя способами.
Метод «Триплекс» позволяет делать трехслойные изделия – между двумя стекольными слоями прокладывается полимерная скрепляющая пленка. Это предотвращает появление ранений при деформации автостекла. Стекло обладает ударопрочными и звукоизоляционными свойствами, что повышает безопасность водителя и пассажиров.
«Ситалинит», или закаленное стекло подвергается дополнительной термической обработке, основанной на постепенном нагреве и быстром охлаждении в воздушном потоке. Технология предполагает строгое соблюдение температурного режима. Изделия обретают особую механическую прочность.
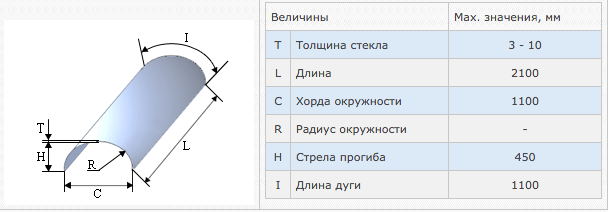
Моллированное
Или гнутое стекло, используется в архитектуре, которая давно перестала быть прямолинейной. При производстве изделий стекломасса нагревается до определенных температур, размягчается до эластичного состояния, и из нее легко слепить нужный предмет. Это происходит под влиянием силы тяжести, которая заставляет материал приобретать выпуклую или вогнутую форму.
 Моллированное стекло
Моллированное стекло
Зеркальное
Стекло основано на листовом материале. Для его изготовления используются сода, известняк, песок и минералы без железной руды. Ингредиенты смешивают, помещают в ванные печи непрерывного действия. Полученную массу прокатывают через металлические валы, обжигают, подвергают полировке, металлизируют. Это длительный процесс.
 Зеркальное стекло
Зеркальное стекло
Бронированное
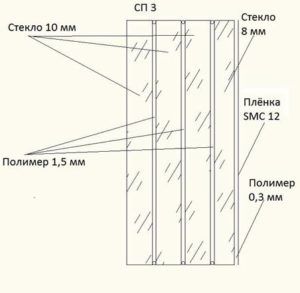 Схема бронированного стекла
Схема бронированного стекла
Стекло отличается повышенной стойкостью к пробиванию. Это многослойный материал, состоящий из обычного и закаленного полотна. Для производства бронированного стекла используют стекла толщиной до 10 мм, которые склеивают защитной поливинилбутиральной пленкой в поперечном растяжении.
Такое изделие обладает множеством достоинств:
- поглощает ультрафиолет;
- исключает прослушивание;
- обеспечивает безосколочность при разбивании.
Оптическое
Это стекло используется в разных областях науки и техники. Из него делают контактные линзы, призмы, кюветы. Ассортимент изделий довольно широкий. Это однородный высокопрозрачный материал определенного химического состава. Для его варки используют чистые ингредиенты, без загрязняющих примесей. Задача технологов – стекломассу расплавить в горшковых пламенных печах и достичь высокой степени однородности. Для этого используют методы механического перемешивания.

Устранение внешних дефектов
В процессе производства на поверхности стекла возникают различные неровности, царапины, микротрещины. Зачастую такие изъяны не видны невооруженным глазом, но они есть даже на продукции высшего качества. Современные технологии не позволяют создать идеально ровную поверхность стекла, потому применяются различные методы для устранения внешних дефектов. К ним относят нанесение специальных покрытий и полировку, в том числе термическую.
Поскольку полностью избавиться от трещин и царапин в производстве стекла невозможно, то их выравнивают полимерами. Для этого специальные вещества напыляют на поверхность. Такое покрытие заполняет трещины, по которым мог произойти раскол стекла.
Полировка – один из самых последних этапов стеклопроизводства. Ее проводят после того, как стекломасса проходит процесс формировки перед самой упаковкой. Суть полировки заключается в обработке продукции мягкими материалами. Она не только устраняет некоторые неровности, но и удаляет с поверхности мелкий мусор и песчинки, которые могут привести к возникновению новых царапин.
Термическая полировка проводится при производстве по флоат-технологии. Когда лента стекла движется по расплаву олова, за счет того, что металл имеет большую твердость, происходит сглаживание неровностей.
Печи и другое оборудование для закалки стекла
Сегодня используют много разных видов стекол. Прозрачные, энергосберегающие, солнцезащитные, матированные, тонированные, ламинированные, эмалированные, самоочищающиеся.
Но стекло, прежде всего, должно быть безопасным. Что это значит? Это и значит, что оно должно быть закаленным. Обычное стекло изживает себе в зарубежном обиходе. Его все меньше используют, оставляя только безопасное.
Технология закалки предполагает особое оборудование для закалки стекла, которое обеспечивает надежность, значительно увеличивает безопасность при разрушении и термостойкость. Даже если вы упустите изделие из такого материала, оно разобьется вдребезги на куски с тупыми углами, которые не смогут нанести серьезную травму. Закалка стекла обеспечивает особые свойства, которые рассмотрим далее.
Оборудование для закалки стекла пользуется особым спросом в промышленности, при производстве мебели, автомобилей (полировка стекол автомобиля), декоративном оформлении и так далее. Такой вид стекла нельзя подвергать любым механическим обработкам (резке, сверлению и пр.).
К примеру, технология закалки автомобильного стекла применяется для боковых и задних стекол. Если автомобильное стекло изготовлено из сталинита, оно маркируется на английском «Tempered», что означает «закаленное». И даже обычная полировка стекол автомобиля также повышает их эксплуатационные свойства.
Данная технология предусматривает использование горизонтальных линий закалки, а также моллирования.
Печи закалки стекла имеют ряд особенностей:
- Корпус оснащен надежной теплоизоляцией, которая обеспечивает оптический эффект верхнего слоя стекла.
- Используются нити накала, которые имеют длительный срок службы, защищены от перегрева, отличаются высокой надежностью и не имеют мест спайки.
- На участке, где происходит моллирование закаленного стекла, используют технологию «синхронного формирования», которая идеально подходит для формирования стекла.
- С помощью специальной технологии проектирования создают опоры транспортного валика. Их легко можно снять и установить. Поверхность в итоге получается практически идеально ровная.
- С помощью специального интерфейса управления контролируется процесс производства, на котором отображены все рабочие данные. Также присутствует рациональное расположение вентиляторов, что дает возможность значительно экономить расход электричества.
Горизонтальные печи закалки стекла оснащены принудительными конвекторами в режиме, их проектируют для формирования конечного продукта высокого качества с низким количеством отходов.
Такое оборудование повышают производительность на 40% и гарантируют максимальную закалку разных видов стекол. Данная система сама регулирует многопозиционный нагрев, что повышает производительность.
Если необходима закалка стекла рифленого или энергосберегающего с низким эмиссионным напылением, используют конвекционные печи, которые оснащены специальными вентиляторами. Они подают воздух с большой температурой от нагревающихся ТЭНов.
Кварцевое стеклоКраски по стеклуЛистовое стекло
Обслуживание и ремонт оборудования
Работа ни одного промышленного предприятия невозможна без обслуживающего персонала, который специализируется на поддержании рабочего состояния оборудования. Стекловарение не стало исключением по данному вопросу. В этой отрасли самому большому износу подвергаются печи. Это связано с чрезвычайно высокими температурами, при которых они работает.
Ремонт стекловаренных печей бывает 3 видов:
- текущий;
- горячий;
- капитальный (холодный).
Текущим ремонтом называется работа по обслуживанию и замене узлов (клапаны отвода, холодильные установки) и некоторых элементов свода (температурные швы).
Горячий ремонт стекловаренных печей проводят без остановки основного производственного процесса. Перед началом работы приостанавливают подачу пламени в отапливаемую зону. Данный вид позволяет существенно увеличить сроки работы подобного оборудования. Это связано с тем, что поврежденные элементы заменяются при возникновении первых признаков износа.
Холодный ремонт проводится в сроки, предусмотренные производственным планом. Он получил свое название благодаря тому, что его осуществляют после полной остановки подачи тепла и вывода из печи стекломассы.
Капитальный ремонт осуществляется в несколько этапов:
- Прекращение подачи шихты. Сырье перестает поступать в стекловаренный бассейн за 8-10 часов до его остановки.
- Ввод стекломассы. Ее разогревают до 1500ºС (для увеличения текучести) и удаляют через специально предусмотренные каналы. Эту стекломассу гранулируют и в дальнейшем используют в качестве вторсырья.
- Остановка горелок. Подачу тепла осуществляют постепенно, чтобы резкая смена температур не привела к разрушению свода печи.
- Ремонтные работы. Непосредственно к ним приступают, когда печь остынет до 100-150ºС.
При капитальном ремонте удаляют поврежденные элементы кладки, после чего производят замену огнеупорных брусьев и кирпичей. Также на этом этапе обслуживания вместо полностью изношенного или аварийного оборудования (горелки, холодильники) устанавливают новое.
Ремонт свода регенерата стекловаренной печи осуществляется при проведении капитальных работ.
Производство автомобильных стекол
Машиностроение задает множество тенденций в современном мире. Именно эта отрасль промышленности повлияла на возникновение многослойных и закаленных стекол. Они обладают повышенной прочностью, а также при разрушении не образуют осколков, способных навредить человеку.
Самым распространенным видом многослойного материала является автомобильный триплекс. По тому же принципу создают взрывостойкое, противопожарное, взломостойкое бронированное стекло.
Альтернативой созданию многослойных пластин является сталинит. Этот вид стекла проходит специальную закалку, которая существенно увеличивает его прочность.
Технология закалки стекла
На сегодняшний день самой продуктивной и распространенной признана технология закаливания, основанная на горизонтальной подаче стекол в печь.
Процесс закалки происходит в несколько этапов:
1. Подготовка исходного материала
Стекло для закалки не должно содержать пороков: пузырей, царапин, свилей, шлиров. Эти дефекты могут привести к образованию трещин во время нагрева. Необходимо провести заранее всю запланированную обработку: моллирование, обрезку краев, фацетирование, сверление отверстий, нанесение рисунков и т.д. После термической обработки любые поверхностные повреждения уменьшают прочностные качества готовых стекол.
2. Нагрев
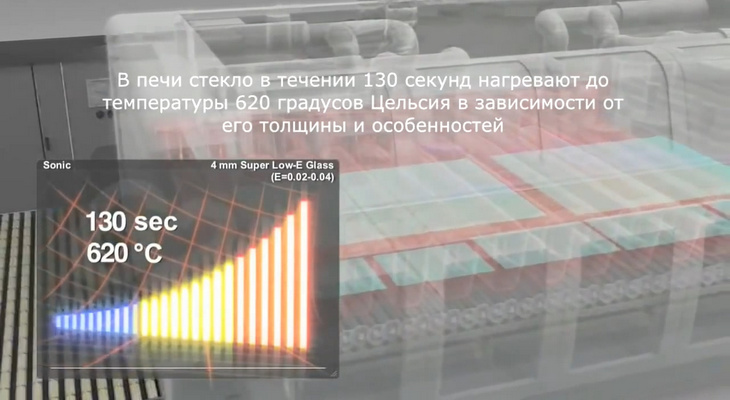
Наиболее важный этап – размягчение стекломассы до пластичного состояния — осуществляется в закрытых камерах нагрева. Здесь стекло выдерживается при t 620-700 С заданное время. Время и величина нагрева (как и охлаждения) зависят от химического состава, толщины и габаритов стекла и технологии его изготовления. Например, стекло 6 мм, произведенное методом вертикального вытягивания, закаляют при 620-650 С в течение 3-5 мин. А флоат – при t 640-700 из расчета 40-55 с на 1мм толщины листа (то есть, для 6 мм – 4-5,5 мин).
3. Охлаждение
После нагрева, стекло продвигается в обдувочный отсек, где его быстро охлаждают с 620 С (минимальная температура после печи) до 22-30 С. От скорости охлаждения листа зависит его прочность и степень закалки. После обработки на поверхности стекла образуется система напряжений, а внутри – растяжение, что и обеспечивает изделию высокую прочность и безопасность эксплуатации.
4. Контроль качества
Закаленное стекло должно пройти тест на безопасность и соответствие требованиям ГОСТа Р 54162-2010 (для строительного стекла) и ГОСТа 5727-88 (для транспорта). Для изделия толщиной менее 5 мм нормой считается выдержка удара стального шара весом в 800 г при свободном падении с 80 см, а при толщине выше 5 мм – с высоты в 1,2 м. Кроме того, при разрушении стекла образовавшиеся осколки не должны превышать 32 мм.
Процессы варки стекла
Варка стекла состоит из следующих процессов:
- Тщательное перемешивание всех ингредиентов, которые вымерены при помощи точных весов.
- Отправление полученной массы в печь, где происходит их нагрев до температуры в 1600°С. Во время данного процесса, расплавляются самые тугоплавкие компоненты.
- Формирование однородной массы (гомогенизация). Тут удаляются все пузырьки газа. Получается однородный расплав.
- «Купание» стеклянной массы в расплавленном олове. Его температура достигает 1000°С. Благодаря тому, что олово имеет меньшую плотность, стекло не перемешивается с ним, оставаясь на поверхности. Оно так быстрее остывает и становится идеально гладким.
- Варка стекла завершается охлаждением стекломассы. После «оловянной ванны» температура его снижается до 600°С, но для затвердевания это еще очень много. Поэтому стеклянное изделие охлаждают еще раз, помещая на вращающиеся ролики. Остается оно там до температуры в 250 градусов. Для того, чтобы стекло не треснуло, процесс его охлаждения должен происходить медленно.
- Фиксация формы стеклянного изделия осуществляется при помощи быстрого охлаждения.
В связи с тем, что стекло имеет маленькую теплопроводность, возникают большие перепады температуры. Это приводит к напряжению внутри самого стеклянного изделия. В связи с этим, после формирования обязательным процессом идет отжиг. Данный процесс основывается на охлаждении полученного изделия по специальному режиму. Это быстро до момента затвердевания. Медленное, когда стекло начинает переходить из пластичного состояния в хрупкое. И затем опять быстрое охлаждение, до достижения уже нормальной температуры.
Отжиг можно осуществлять сразу после формирования изделия либо после повторного нагревания (до температуры размягчения стеклянной массы).
Толщина материала напрямую связана с количеством расходного вещества, которое попадает в ванную. Чем его меньше, тем тоньше получается стекло.
После обрезки полученного листа стекла до необходимых размеров, остатки помещаются обратно в печь. Таким образом, данный процесс является безотходным производством.
Преимущества закалки стекла
Закаленное стекло обладает массой преимуществ перед обычным:
- исключительная прочность (изгиб на прочность после закалки равен минимум 120 Мпа);
- увеличение прочности в 8-10 раз;
- при разрушении почти полностью теряет травматические свойства (мелкие осколки в среднем 1-10 мм, меньше или равно толщине стекла, а также они без заостренных углов);
- высочайшая термостойкость (выдерживает перепад температур от +300 до -150 градусов Цельсия);
- повышается процент возможной деформации, на который влияет толщина.
Процесс полировки проходит в несколько этапов: диагностирование повреждений, предварительная подготовка и сама полировка. Ее можно сделать первично даже в домашних условиях. Рассмотрим ее подробнее на примере лобового стекла машины.
- Проводим эффективную дефектовку – определение степени и площади повреждения стекла автомобиля. Ищем сколы и царапины, которые можно зацепить ногтем. Нужно начинать именно с них. Помечаем их изнутри салона маркером. Но будьте осторожны, чтобы не возникло эффекта «линзы» (выпуклости стекла). Сколы еще опасны тем, что, не придав им должного внимания, вы рискуете трещиной на лобовом стекле.
- Процесс подготовки автомобиля начинаем с укрытия авто специальной пленкой с помощью скотча, оставив лишь обрабатываемое стекло. Далее вымываем стекло жидкостью для стекол. Постарайтесь, чтобы на полировочный круг ничего не попало. Это повредит стеклу. Потом разведем пасту для полировки, следуя инструкции на упаковке. Приводим в порядок полировальную машинку и ставим пульверизатор с водой рядом.
- Начинаем сам процесс полировки. Нужно нанести на фетровый круг полировальную пасту в небольшом количестве. Растираем ее по площади стекла примерно 30х30 см. Начинаем полировку поступательными движениями. Пульверизатор используем периодически для охлаждения стекла и поддержания пасты в жидком состоянии. Процесс занимает примерно 3-4 часа при соблюдении всех нюансов. По окончанию проходим все стекло салфеткой и смотрим, чтобы отсутствовали матовые участки на стекле. Если есть – продолжаем полировку, пока они не исчезнут.
- Вот и все. Стекло должно приобрести первоначальный вид – стать таким, каким оно было, сойдя с конвейера. Правда таким способом можно устранять небольшие дефекты, если дело серьезное – лучше обратиться к специалистам. В случае серьезных дефектов требуется специализированное оборудование и помощь профессионалов с серьезным опытом работы в данной сфере.
Виды стекловаренных печей
Есть 2 классификации стекловаренных печей.
По первой из них выделят 2 вида по устройству рабочей камеры горшковые и ванные.
Разделение на группы во второй классификации производится по способу нагрева стекломассы. По этому признаку стекловаренные печи бывают:
- пламенные;
- электрические;
- газоэлектрические.
Горшковые печи в наше время считаются нерентабельными, что связано с высоким расходом энергоресурсов. Сегодня их используют только небольшие предприятия, которые производят высококачественное художественное, светотехническое, специальное стекло, а также оптику.
Высокий расход энергоресурсов основан на том, что горшковые печи – периодического действия. Потому что, кроме как на плавку шихты, много тепловой энергии тратят на разогрев оборудования.
В отличие от горшковых ванные печи бывают постоянного действия. Непрерывная работа такого оборудования существенно сокращает ресурсы, затрачиваемые на создание и поддержание температуры, необходимой для плавки стекломассы.
Ванная для стекловаренной печи представляет собой большой резервуар, в котором находится расплав олова. Благодаря тому, что плотность стекломассы значительно ниже плотности этого металла, данные материалы не смешиваются между собой.
Олово позволяет постепенно охлаждать стекломассу с 1600ºС до 600ºС (температура плавления этого металла), не создавая при этом внутренних напряжений, которые отрицательно сказываются на прочности готовой продукции. Кроме того, равномерное распределение стекломассы позволяет получить идеально ровный лист.
Также олово производит термополировку стекла, что положительно сказывается на его прочности, а также прозрачности.
Вторая классификация делит оборудование для плавки стекломассы по нагревательному принципу.
Пламенные стекловаренные печи
Первый тип – пламенные печи. Плавка стекломассы в подобном оснащении осуществляется посредством сжигания топлива. Поскольку при этом тепловая энергия тратится на нагревание не только шихты, но и котлов для варки. Этот тип отличается очень низким коэффициентом полезного действия. У пламенных печей КПД колеблется в районе 25-30%.
Электрические печи имеют самый высокий коэффициент полезного действия. В современном оборудовании он может достигать 60%. Такой высокий показатель обусловлен тем, что электричество передается непосредственно в стекломассу, а соответственно энергия тратится только на плавку.
Электрические стекловаренные печи
Принцип действия электрических печей основан на способности стекла при высоких температурах проводить ток.
Электрические стекловаренные печи делятся по способу передачи тепла стекломассе на:
- дуговые;
- прямого и косвенного сопротивления;
- индукционные.
Главным недостатком таких печей является необходимость наличия надежного источника дешевой электроэнергии.
Электричество в бассейн сырьевыми материалами передают по специальным электродам. Из-за разности сопротивлений происходит нагревание стекломассы, а в дальнейшем и ее плавка.
Электроды для стекловаренных печей изготавливают из графита, который не так подвержен деформациям под воздействием высоких температур, как другие проводники.
Газоэлектрические стекловаренные печи
Газоэлектрические печи сочетают в себе оба типа создания тепловой энергии. Для разогрева камер и первичной плавки шихты используют природный газ, реже жидкое топливо. Стекломасса же разогревается путем создания внутри нее электросопротивления.
Газоэлектрические печи используют тогда, когда хотят повысить коэффициент полезного действия стекловаренного оборудования, но нет постоянного источника дешевой электроэнергии.
Оборудование, необходимое для производства закаленного стекла
Стекло, поступающее в печь, должно быть чистым – без пыли и мусора, которые повлияют на качество поверхности и оптические показатели готового изделия. И если закалка – не один из этапов изготовления листового стекла, а отдельный технологический процесс, понадобится оборудование для мойки и сушки на подготовительном этапе.

Высокое качество изделий обеспечивается с помощью равномерного нагрева по всей поверхности стекла. А для этой цели оптимально использовать проходные электропечи, питаемые от трехфазной сети, которые легко поддаются температурному контролю, не образуют продуктов горения при разогреве стеклянной массы и обеспечивают производительность 50 — 150 м2/час (зависит от толщины исходного материала).

Для этапа охлаждения необходимо оборудовать печь обдувочным устройством. В качестве охладителей используют различные средства, обеспечивающие стеклу быструю потерю тепла – масло, расплавы солей, кремнеорганические жидкости. Но наиболее положительно зарекомендовал себя воздухоструйный метод закаливания: охлаждение стекла потоками холодного воздуха, направленными под давлением из большого количества сопел, расположенных в шахматном порядке по всей площади обдувочной решетки.
Печи для варки стекла на выставке
Крупнейшая выставка стеклянной промышленности, которая пройдёт в ЦВК «Экспоцентр» каждый год позволяет производителям данной сферы проявить себя. В павильонах демонстрируется продукция от разных стран мира.
Здесь можно заключить очень выгодные контракты сотрудничества с одной из сотни иностранных компаний-производителей стекла. А может даже и с несколькими.
Представленное оборудование отвечает всем международным нормам и стандартам. Оно способно усовершенствовать и ускорить производство. Это позволит сэкономить существенные материальные затраты и привести к росту качества продукции, что не останется не замеченным клиентами.
Все о производстве стеклаВсе о технологии производства, изготовления и резки стеклаВсе об обработке стекла
Технологии и процессы закалки стекла
Отечественное производство тоже приходит к этому, но более медленными темпами. Хоть сама технология закалки стекла несложная, но отечественные компании не всегда хотят этим заниматься, т.к. это влечет дополнительные расходы на производство.
Безопасное стекло проходит этап обработки высокой температурой, в результате чего в его объеме возникают равномерно распределенные участки внутреннего напряжения, которые повышают прочность и обеспечивают максимальный уровень безопасности при разрушении.
Стоимость такого стекла несколько выше обычного, но высокие технические параметры и, как следствие, эксплуатационные свойства с лихвой окупят все затраты.
Сама технология закалки стекла достаточно стандартизированная и происходит в специальных цехах:
- Стекло предварительно разрезают и подают после всех обработок с кромками, которые также особым способом обрабатывают в специальной горизонтальной печи, температура в которой более 700 градусов. Разрезается стекло в зависимости от изготавливаемого изделия и размеров печи закалки. Например, если размеры оборудования 2100х3600 мм, длина листа может доходить до 3900 мм.
- Закалка стекла не обходится без современных компьютерных методов управления.
- Заключительным этапом является охлаждение нагретого до максимальной температуры стекла, путем подачи его в специальную камеру, где сильный поток воздуха охлаждает стекло.
Процесс закалки стекла предотвращает его разрушение от неравномерного термического влияния – эффекта «термошока».
Например, в фасадных строительных работах часто используется эмалированное стекло. Оно безопасное и прочное, устойчивое к температурным перепадам и напряжению. Очень тесно связано с полировкой стекла. Эмалирование делается для заполнения непрозрачных фасадных зон или в декорировании элементов дизайнерских решений.
Устройство печей для закалки стекла
Производители предлагают печи как для простой закалки листового стекла, так и печи, в которых можно производить моллирование (изготовление гнутого стекла). На рынке покупатели могут найти и мощные печи, рассчитанные на большие объемы производства и широкий спектр выполняемых операций, полностью автоматизированные и имеющие расширенный функционал, так и бюджетные компактные решения для малого производства.
В зависимости от видов обрабатываемого стекла печи могут иметь различия в конструкции. Например, чтобы производить закалку рифленого стекла или энергосберегающего стекла со специальным напылением, печи оснащаются специальными вентиляторами, обеспечивающими еще более быстрый и равномерный нагрев стекла за счет раздувания горячего воздуха. Некоторые печи оснащаются дополнительными секциями для очистки или полировки стекол, гибки и пр.
Вне зависимости от размеров и сложности конструкции, основные элементы печей для закалки стекла остаются одинаковы: это столы для загрузки листа стекла и его выгрузки, секция нагрева, секция для закалки и секция охлаждения, а также система управления.
Сначала стекло разогревается в секции нагрева до температуры 650-700С, затем по валам, которым оснащен загрузочный стол, подается в секцию закалки. В секции закалки есть верхняя и нижняя части с обдувателями стекла. Управление процессом обдува осуществляется программно или вручную. После окончания обработки стекло подается на разгрузочный стол.
С разгрузочного стола стекло, прошедшее процедуру закалки и остывшее после нагрева, снимается с помощью специальных тросов с присосками или вручную. Современные печи чаще всего имеют программное управление, которое позволяет задавать параметры обработки стекла (толщину листа, время и пр.), а также осуществлять контроль за процессом закалки.
Мастерские по резке стеклаТехнология закалки стеклаАлмазная паста для полировки стекла
Вывод
Все проблемы и возможные опасности, относящиеся к открытому пламени камина или печи, можно решить при помощи установки жаропрочного стекла, которое может длительное время переносить влияние повышенных температур. Количество этого времени напрямую зависит от характеристик стекла и процесса эксплуатации. Ламинированное жаропрочное стекло из кварца – наиболее оптимальное, комфортное и действенное в числе других вариантов.
Достоинства:
Охрана комнаты от искр из печи, предотвращение контактов с открытым пламенем, что очень важно для семей с детьми;
Сохраняет эстетическое применение – не мешает наблюдать за живым огнем;
Играет роль в имидже дома, создает приятное впечатление о хорошем вкусе хозяина.
Список источников
- pechnoy.guru
- www.mirstekla-expo.ru
- promzn.ru
- Vproizvodstvo.ru















