
Устройство и принцип действия
 Подавляющее большинство паяльников для полипропиленовых труб имеет литой металлический рабочий орган, по форме напоминающий подошву утюга.
Подавляющее большинство паяльников для полипропиленовых труб имеет литой металлический рабочий орган, по форме напоминающий подошву утюга.
Поэтому в среде профессионалов его часто так и называют – утюг для пайки труб. Он разогревается за счет находящегося внутри его одного или нескольких нагревательных элементов, обеспечивающих температуру, необходимую для плавления материала труб.
В корпус вставляются специальные насадки разных диаметров. При этом насадки малого размера вставляются ближе к краю, где жало уже. Насадки каждого размера парные – одна рассчитана на разогрев наружной поверхности первого элемента из сооружаемого трубопровода, другая в это время разогревает внутреннюю поверхность второго элемента.
При разогреве до 260 ℃ первый элемент вставляется во второй. После кристаллизации материала из полипропиленовых труб и фитингов получается прочное и герметичное неразъемное соединение.
Существуют разновидности паяльников для пайки полипропиленовых труб с нагревателем круглой или цилиндрической формы.
Принципиальной разницы в том, как устроены плоские и круглые паяльники, нет. Но благодаря тому, что жало круглого паяльника имеет одинаковый диаметр по всей длине, обеспечивается одинаковый нагрев головок, независимо от их размера и положения на паяльнике.
Это преимущество удачно используется при пайке полипропиленовых труб в ограниченном пространстве, например, когда расстояние между стеной и трубой не позволяет произвести пайку утюгом.
На круглом паяльнике головку любого размера можно установить на самом конце жала и осуществить пайку даже вплотную к стене.
Особенности эксплуатации
Помимо паяльника, для сварки и монтажа полипропиленовых труб понадобится ряд других инструментов.
- специальные ножницы для деталей из полипропилена;
- уровень, отвертка, рулетка;
- термоустойчивые перчатки;
- инструмент для снятия фасок.
В комплекте к паяльному аппарату должен идти ключ для закрепления насадок на нагревательном элементе.
Особенности эксплуатации:
- Заранее подготовить место, в котором будут проводиться работы. Для этого нужно выбрать ровную поверхность. Очистить ее от мусора, пыли. Грязь не должна попадать на нагретые детали, оснастку.
- У сварочных аппаратов для пластика есть ножки для установки на ровные поверхности. После удобного расположения оборудования нужно проверить его устойчивость. Покачивания приведут к созданию некачественного соединения.
- Подобрать оснастку нужного диаметра, закрепить ее на нагревательном элементе. Закрутить фиксирующие болты.
- Включить аппарат. Дать ему разогреться. Время нагрева — 20–30 минут. Когда он нагреется, на корпусе погаснет датчик температуры.
- После разогрева насадок на них одеваются заранее подготовленные торцы труб, муфты. Перед этим их нужно разрезать ножницами для полипропилена, очистить от пыли, обезжирить, подождать пока обезжириватель высохнет.
- Точное время нагрева деталей прописывается в техническом паспорте оборудования. Перегрев приведет к порче материала.
Запрещено выполнять повторный нагрев труб, если кажется, что они недостаточно прогрелись. Перед выполнением монтажа требуется внимательно изучить оснастку. Насадки бывают для внешней, наружной стороны деталей. Соединения труб производится с помощью муфт, которые обеспечивают высокий показатель герметичности, прочности.
Чтобы собрать трубопровод из полипропилена, нужно подготовить ряд инструментов. Главным из них является паяльник для пластика. С его помощью можно сделать герметичное соединение. Научиться пользоваться таким аппаратом сможет любой человек без практического опыта.
Выбираем паяльник для полипропилена
Watch this video on YouTube
Стыковая сварка полипропиленовых труб
При пайке изделий из ПП встык торцы деталей нагреваются горячим инструментом до оплавления. Затем элементы с силой прижимаются до тех пор, пока не произойдет охлаждения шва. Такая технология отличается своей простотой.
В этом случае нет необходимости пользоваться дополнительными приспособлениями. Если все сделано правильно, получается довольно надежный шов, не уступающий прочности трубы. Технологическая операция выполняется в определенной последовательности:
При всей своей простоте стыковая сварка только кажется такой доступной. На практике для этого необходимо решить несколько проблем, что практически невозможно сделать в бытовых условиях.
Трубы должны точно совмещаться по своей оси, при этом допускается отклонение от толщины стенок всего на 10%. Давление на детали, прижимающие цилиндрические изделия к плоскости нагревательного зеркала при воздействии высокой температуры, должно оказываться лишь определенное время. Только так может получиться качественное соединение. При выполнении торцовки необходимо, чтобы у торца была идеальная перпендикулярность.
Перечисленным выше условиям довольно трудно следовать без дополнительного прибора – специального центратора. Он оборудован электрическим приводом, который создает определенное усилие сжатия. Кроме того, это устройство оснащено торцевателем.
Иначе говоря, чтобы провести стыковую сварку полипропиленовых труб небольшого диаметра, понадобится большее количество специального оборудования по сравнению с предыдущим методом соединения. Учитывая тот факт, что при сварке враструб получается более качественная стыковка за счет замкового соединения, домашние умельцы предпочитают использовать именно этот способ совмещения труб.
Стыковая сварка изделий из ПП в основном применяется на производстве, когда необходимо соединить конструкции большого сечения при монтаже прямого участка инженерного сооружения из цилиндрических изделий.
Как устроен паяльник для труб ПВХ
Полипропилен появился не так давно, но быстро проявил надежным и долгослужащим материалом. Но, без такого устройства, как паяльник для пайки труб ПВХ трубомагистраль из данного материала проложить невозможно.

Чтобы получить полное представление об этом механизме, нужно разобраться, как он устроен, и его принцип действия.
Почти все паяльники для ПП трубопрокатных материалов устроены одинаково. Отличия состоят в форме инструментов, но конструкция прибора при этом остается неизменной. Он состоит из таких главных элементов:
- Корпус и рукоять.
- Терморегулирующий элемент.
- Тэн для нагрева, устроенный в цельнолитом кожухе из металла.
- Специальные насадки, на которых имеется покрытие из тефлона.
Суть паяльника сравнима с принципом действия утюга. Многие мастера именно так и зовут паяльник для ПВХ труб – «утюгом».
Принцип функционирования устройства не сложный. Тэном нагревается плита, где он устроен. Плита затем греет насадки, а они доводят полипропилен до нужной вязкости.
Весь процесс при этом проходит под строгим контролем терморегулятора, который поддерживает нужный показатель температуры, и не дает материалу расплавиться больше, чем того требует процесс.

Терморегулятор является очень важным элементом, без которого механизм не сможет работать исправно и длительное время потому, что перегреется тэн и расплавиться металл на плите нагрева.
Насадки. От показателя их качества зависима надежность произведенного стыка. Главное на них – это толщина антипригарного покрытия. Недорогие товары из Турции и Китая, имеют на тонкий тефлоновый слой, и он очень быстро сгорает.

После этого полипропилен прилипает к покрытию, и уменьшает внутренний объем заготовок. Также это ведет к некачественному стыку заготовок.
Как паять полипропиленовые трубы
Рассмотрим процесс на примере создания водопровода в квартире.
Важно: убедитесь, что свариваемые элементы имеют одинаковую температуру и геометрию! Нарушение правильности окружности, неравномерный нагрев фрагментов приведут к плохому качеству спайки.
Для этого используются изделия с номинальными диаметрами 20…63 мм, так что достаточно будет ручного инструмента:
- аппарата для сварки вручную полипропиленовых труб с тефлоновыми насадками 14…63 мм;
- ручной фаскосниматель (принципы работы с ним показаны в видео);
- для армированных труб (РР25) потребуется также шейвер для зачистки наружного слоя;
- резак любого подходящего типа;
- рулетка и маркер для разметки;
- обезжиривающий состав для обработки свариваемых поверхностей (ацетон, этиловый или изопропиловый спирт, хлорэтилен, трихлорэтан);
- жесткая брезентовая ветошь для очистки нагревательных элементов.
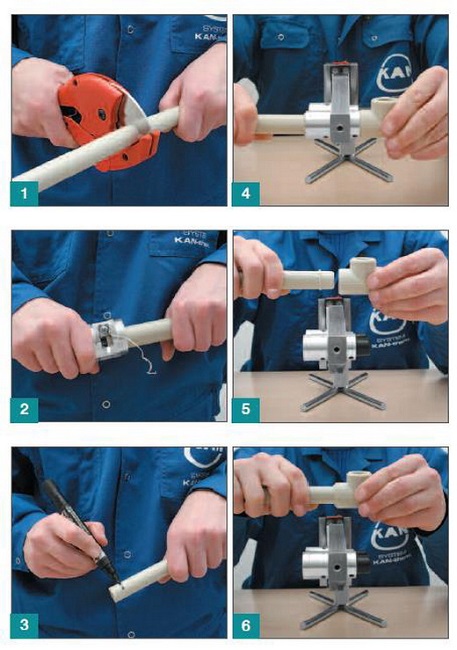
Как выполняется сварка и подготовка полипропиленовых труб:
устанавливается сварочный аппарат, подбираются нагревательные насадки. Перед использованием их обязательно протирают для удаления остатков предыдущей пайки, обезжиривают, как и сами детали коммуникаций;
размечаются участки трубопровода для пайки, обрезаются до нужной длины;
снимают фаску с трубы;
обозначают ширину сварочного пояса – участка, который будет входить в фитинг
Важно – необходимо загнать трубу в посадочное отверстие фитинга до упора. В противном случае между соединяемыми трубами остается зазор, плохо влияющий на дальнейшую эксплуатацию трубопровода
Если необходимо соединить детали в определенном положении (например, для получения прямого угла между двумя уже частично собранными участками), также ставятся метки для правильного сопряжения;
для армированных труб удаляют верхний слой ровно на ширину сварочного пояса;
включают аппарат для нагрева. В зависимости от температуры в помещении, для этого потребуется 10…15 мину (поэтому можно вначале включить паяльник, а потом выполнять пункты 2…5). Температуру сварки выставляют 260 градусов, дожидаются включения зеленого индикатора паяльника – это означает, что оптимальный нагрев достигнут;
устанавливают трубу и фитинг на нагретые насадки. Длительность нагрева выбирается согласно диаметру изделия и толщине стенки;
нагретые детали плавным движение ОДНОВРЕМЕННО снимают с насадок и соединяют. Необходимо вдвигать трубу в фитинг без прокручивания и резких толчков;
выдерживают необходимое время первичной спайки и оставляют соединенные элементы до полного остывания (2…15 минут).
Важно: при нагреве полипропиленовые трубы выделяют токсины! Необходимо обеспечить качественную вентиляцию помещения, не направляя при этом воздушный поток непосредственно на область нагрева – детали могут разогреваться неравномерно.
На рисунке 4 показано, как в разрезе выглядят фрагменты трубопровода после пайки полипропиленовых труб небольшого диаметра своими руками – видимые швы или неоднородность материала отсутствуют.
Основные методы работы
Учитывая, что качество соединительного шва в большой степени зависит от площади контакта, для труб разного диаметра используют разные способы соединения.
Возможна пайка полипропиленовых труб:
- с помощью муфты (другого соединительного элемента). Применяется для изделий с диаметром до 63 мм, а также тонкостенных;
- напрямую, стыковым швом – для моделей большого диаметра, толстостенных.
В обоих случаях плотное соединение обеспечивается за счет диффузии разогретого пластика.
Для работы используется специальное нагревательное устройство, обеспечивающее повышение температуры пластика до нужного уровня.
Важно: второй вариант монтажа требует значительных профессиональных навыков и, как правило, используется только на производстве. В домашних условиях применяется муфтовый (фитинговый) способ пайки.. Основные положения процесса показаны в мастер-классе
Основные положения процесса показаны в мастер-классе.
2 Как паять ППР трубы?
Технология сварки полипропиленовых труб не представляет из себя ничего сложного, однако выполняя пайку необходимо строго придерживаться следующих рекомендаций:
- паяльник нужно фиксировать на рабочей поверхности с помощью струбцины, сдвиги оборудования не допускаются;
- труба и фитинг одеваются на насадки одновременно после набора тэном рабочей температуры;
- насадки предварительно нужно очистить от пыли и механических загрязнений;
- оставшиеся на насадках остатки расплавленного полипропилена удаляются после затвердения материала с помощью ножа либо паяльника — очищать наплыв ветошью сразу после стыковки нельзя, поскольку так можно деформировать соединение.
Для пайки ППР труб требуется температура 260 градусов. Нижеприведенная таблица указывает время нагрева и охлаждения после стыковки труб разных диаметров:
| Диаметр, мм | Время нагрева, сек | Время стыковки, сек | Время остывания стыка, мин |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
Сварка полипропиленовых труб своими руками — пошаговая инструкция:
Ножницами для резки полимерных изделий либо ножовкой с мелкими зубацами труба обрезается по длине, срез должен проходить строго перпендикулярно.
С использованием калибратора удаляется овальность, возникшая при резке. Напильником либо фаскосниматалем зачищаются заусеницы.
Сварочный станок, на который установлены подобранные по размеру насадки, подключается к электросети и разогревается до температуры 260 градусов.
С помощью спирта либо бензина стыкующиеся стенки трубы и фитинга обезжириваются, после чего элементы надеваются на насадки паяльника.
В соответствии с таблицей выдерживается время нагрева, затем детали снимаются и соединяются между собой
При вставке трубы в фитинг важно не прикладывать чрезмерные усилия, поскольку может образоваться наплыв расплавленного пластика изнутри трубы, который может стать причиной уменьшения ее проходного диаметра.
Состыкованные труба и фитинг неподвижно фиксируются и остывают при естественной температуре (опускать соединение в воду нельзя).
Пайка ППР труб — пошаговая инструкция
В результате пайки, если технология выполнена правильно, вы получите равномерный наплыв пластика в месте зазора между трубой и фитингом. Соединение подвергшееся деформации исправить нельзя — нужно отрезать фитинг от трубы и произвести пайку повторно, с применением нового фасонного элемента.
Отметим, что выбирать трубы и фитинги лучше всего от одного и того же производителя. Полипропилен разных компаний может отличаться химическим составом и наличием присадок, влияющих на температуру плавления и поведение материала при нагреве. В таком случае выполнить качественное соединение проблематично даже опытным мастерам.
Способы соединения полимерных труб
Существует несколько методов осуществления такой операции, как пайка пластиковых труб. Остановимся на каждом подробнее.
Стыковая пайка
Это соединение изделия одинакового внутреннего и наружного диаметра. Последовательность следующая:
- Подгонка торцов для плотного их прилегания, для этого применяют торцеватель зачистки кромок.
- К торцу прижимают плоский нагреватель. Выдерживают определенное время для расплавления.
- Снимают нагреватель и прижимают торцы друг к другу, выдерживают до остывания. Происходит процесс полимеризации и образования шва.
Чтобы получить качественное соединение, для стыковой сварки используют специальные аппараты станочного типа. Такие приспособления выбирают для работы профессионалы. На бытовом уровне для полипропиленовых соединений этот метод практически не применяется.
Муфтовая пайка
Муфтовая пайка полипропиленовых труб наиболее часто применяется для прокладки их в квартире или жилом доме. Здесь используются две детали – муфта и труба. Внутренний диаметр муфты должен соответствовать наружному диаметру трубы. Муфтой может быть отрезок трубы, тройник, отвод, кран или другой фитинг.
Пайка осуществляется с помощью приспособления, на одной стороне которого расположена муфта, на другой – дорн. В муфту аппарата вставляется труба, на дорн одевается муфта, с помощью которой выполняется соединение. Производится одновременный нагрев торцов
Важно не превысить время нагревания, чтобы не расплавилась вся стенка
После нагрева обе заготовки одновременно снимают с нагревателя, трубу вставляют в муфту на отмеченную глубину. Дальнейшее охлаждение приводит к процессу полимеризации соприкасающихся поверхностей и их спайке.
Пайка с помощью электрофитинга
Пайка труб из полипропилена с применением электрофитинга выполняется с помощью муфтового аппарата, оснащенного электрическим кабелем. Муфта-фитинг надевается на трубу и подключается к нагревателю. Она нагревается до температуры 260 С, расплавляется и происходит их спайка. Далее аппарат выключают и отсоединяют от фитинга. После остывания соединения, образуется прочный контакт.
Другие способы пайки
Один их способов соединения полипропиленовых трубопроводов, это, так называемая, холодная сварка. Выполняется с помощью органического клея-растворителя. Его нанесение на поверхность пластика вызывает размягчение пластика. Обработанные участки необходимо сразу же соединить, так как клей быстро испаряется. Этот метод используют для соединения деталей из ПВХ, которые малопластичны при нагревании.
Используемое оборудование
Главное условие плотного и качественного скрепления участков трубопровода – одновременный нагрев до одинаковой температуры, так называемая полифузная сварка. Поочередный нагрев неприемлем, поскольку время остывания пластика до температуры, при которой прекращается молекулярная диффузия, составляет 6…15 секунд.
Соответственно для работы применяется специальный сварочный аппарат с парными нагревающимися насадками. «Народное» его название – «утюг для сварки», очевидно, из-за сходства формы. Также устройство часто называют паяльником.
Нагрев в этом аппарате передается от дорна насадкам, подобранным согласно номинальному диаметру трубы.
В промышленных условиях используют не настольные, а напольные аппараты для сварки.
Поскольку трубы большого диаметра имеют соответствующий вес, также применяют специальные монтажные приспособления для удержания их в нужном положении на время сварки. Также это приспособление должно давать возможность смещать изделие точно вдоль оси для грамотной стыковки разогретых фрагментов.
Кроме этого, для работы требуются инструменты для разметки и разрезания полипропиленовых труб.
Обычные ножницы или ножовка не дают настолько точного и ровного реза, поэтому их лучше не использовать.
Для труб большого диаметра используется резак другого типа – с подвижным режущим колесиком.
Чтобы труба лучше входила в фитинг, с нее необходимо снять фаску. Это можно сделать вручную, но удобнее – с помощью фаскоснимателя.
Для изделий с небольшим диаметром можно использовать ручную модель.
Зачистку армирующего слоя проводят с помощью шейвера или торцевателя.
Виды паяльников для ПП труб
Плоский нагреватель
В зависимости от конструктивных особенностей электронагревательного элемента паяльный аппарат поставляется в двух модификациях:
- с плоским ТЭНом в виде вертикальной металлической плиты;
- с цилиндрическим ТЭНом в виде металлического цилиндра.
Паяльники с цилиндрическим ТЭНом имеют меньшие габаритные размеры, что обеспечивает удобство их использования в труднодоступных местах.
От формы ТЭНа зависит форма и способ крепления к нему съемных насадок для сварки.
К плоскому нагревателю насадки крепятся через отверстия при помощи болтов. Плита нагревателя имеет, как правило, два или три отверстия для одновременного крепления насадок разного размера.
Нагреватель цилиндрической формы
На цилиндрический нагреватель устанавливаются насадки с особой формой крепления в виде разъемного хомута.
Такой способ крепления считается более эффективным, так как обеспечивает больший контакт поверхностей насадок и ТЭН, что улучшает и ускоряет их прогрев.
Кроме того, не требуется периодическое подтягивание крепежных болтов для предотвращения осевого проворачивания насадок в процессе сварки.
Как и большинство выпускаемого электроинструмента, сварочный паяльник для полипропиленовых труб подразделяется на две основных категории по типу использования.
Бытовые
Эти модели имеют достаточно небольшую стоимость и предназначены для проведения небольших по объему работ в домашних условиях.
При их производстве применяются дешевые материалы и технологии, что предусматривает небольшой ресурс их работы.
Профессиональные
Профессиональные аппараты обладают высоким качеством и надежностью в эксплуатации, но стоимость их в несколько раз превышает бюджетные модели.
В основном такие приборы используются строительными фирмами и лицами, постоянно занимающимися монтажом и ремонтом трубопроводных систем.
Что входит в набор
Комплектация паяльника
Современные паяльники выпускаются в виде комплектов с дополнительными приспособлениями и инструментами. Их поставляют вместе с основным устройством в металлическом или пластиковом кейсе.
Комплектация у разных моделей прибора отличается и может включать в себя:
- съемную подставку или струбцину для паяльника;
- набор насадок различного диаметра;
- ключи для смены насадок;
- специальный резак для труб;
- рулетку;
- уровень;
- маркер;
- защитные перчатки.
От вида комплектации во многом зависит общая стоимость электропаяльника.
Варианты насадок
Насадки для паяльника полипропиленовых труб изготавливаются из материала с высокими теплопроводными свойствами (алюминиевые сплавы, медь и прочее). Снаружи их покрывают антипригарным слоем. От качества их изготовления напрямую зависит качество спайки.
Наилучшими антипригарными свойствами обладает обычный и металлизированный тефлон.
В дешевых моделях тонкий слой тефлона на насадках быстро выгорает, что приводит к налипанию на них полипропилена и значительному ухудшению качества сварки.
Насадки отличаются между собой формой и способом крепления к ТЭНу в зависимости от его конструкции. Возможность одновременной установки нескольких пар насадок разного диаметра значительно повышает универсальность прибора и скорость монтажа труб.

Насадка для пайки полипропиленовых труб
Диаметр насадок соответствует основным типоразмерам внешнего диаметра ПП труб и может составлять от 16 до 110 мм.
Самыми востребованными считаются насадки с таким размером:
- 20 мм
- 25 мм
- 32 мм
Они обязательно входят в комплект практически любого паяльника. Профессиональные модели обычно имеют расширенную комплектацию насадок от 16 до 63 мм.
Если вам нужно соединить трубы другого диаметра, насадки можно купить отдельно.
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Список источников
- trubyda.ru
- trubarik.ru
- teplius.ru
- svaring.com
- stroy-okey.ru
- VseProTruby.ru
- trubanet.ru
- ostanke.ru
















